
- Головна
- БМВ 5 серія
- E12
- Силовий агрегат
- Ремонт двигунів
- Ремонт головки циліндрів
Ремонт головки циліндрів (BMW 5 Series E12)
Заміна напрямних втулок клапанів
При сильному зносі однієї з напрямних втулок клапанів (див. граничні розміри при зносі в підрозділі "Детальні технічні характеристики") замініть її.
На холодному двигуні випресуйте спрямовуючу втулку оправкою 609, переміщуючи втулку від верхньої частини головки циліндрів до камери згоряння.
Перевірте розміри гнізда напрямної втулки головки циліндрів. Якщо діаметр гнізда більший за заданий (див. "Детальні технічні характеристики"), розточіть гніздо до одного з великих розмірів та встановіть втулку відповідного ремонтного розміру.
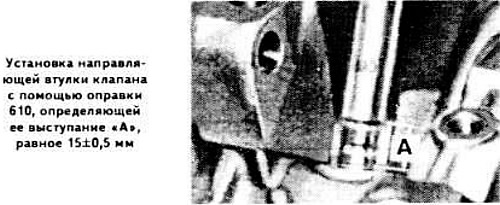
Поступово нагрійте головку циліндрів до температури близько 200°C (не більше), змажіть втулку клапана консистентним мастилом і запресуйте її оправкою 610 у напрямку від верхньої частини головки циліндрів до камери згоряння до упору оправки в головку циліндрів. Використання оправки 610 забезпечує належне виступання "А" втулки клапана щодо площини головки циліндрів, що має бути в межах 15±0,5 мм (див. фото).
Після повного охолодження головки циліндрів розгорніть отвір у напрямній втулці, щоб забезпечити точну відповідність розміру необхідному.
Переконайтеся в повній співвісності нової напрямної втулки та сідла клапана. За потреби прошліфуйте сідло клапана.
З 1978 модельного року на BMW "525", "528" і "528i" заміна напрямних втулок клапанів проводиться з урахуванням наступного:
- випресовуйте напрямну втулку оправкою 111100;
- довжина напрямних втулок змінено. Довжина старих втулок 52 мм. Нові втулки можуть встановлюватись на місці старих.
- запресуйте напрямну втулку в нагріту головку циліндрів у напрямку від розподільного валу до камери згоряння;
- отвір в оправці 111120 забезпечує потрібну глибину запресування (виступ "А" втулки);
- для втулки клапана зміненої довжини виступ "А" дорівнює 13,5±0,5 мм. Вставте шайбу завтовшки 1,5 мм в отвір оправлення.
Заміна сідел клапанів
Заміна сідел клапанів має проводитись на станції технічного обслуговування.
Розсвердліть сідло клапана, що підлягає заміні, звертаючи увагу на точне центрування свердла і уникаючи знімання металу з гнізда сідла клапана.
Розточіть гніздо сідла клапана, витримуючи задану величину натягу сідла клапана у гніздо головки циліндрів (див. підрозділ "Детальні технічні характеристики").
Поступово нагрівайте головку циліндрів до температури 200°C і охолодіть сідло клапана до температури мінус 70°C, зануривши його в рідкий азот.
Запресуйте сідло клапана до його упору на дно гнізда головки циліндрів.
Прошліфуйте робочу фаску сідла клапана.
Шліфування сідел клапанів та клапанів
Перевірте стан робочої фаски клапанів. При дрібних пошкодженнях можна прошліфувати, витримуючи належний кут фаски.
Прошліфуйте робочі фаски сідел клапанів вручну або за допомогою шліфувальної машинки.
Притріть клапани до сідл і перевірте герметичність прилягання клапанів до сідл.
Після шліфування та притирання сідел та клапанів ретельно промийте сідла, клапани та канали головки циліндрів, продуйте їх стиснутим повітрям.
Перевірте герметичність прилягання клапанів до сідл шляхом заповнення камер згоряння гасом, попередньо ввернувши свічки запалювання.
Ця стаття доступна на російською, англійській, болгарською, білоруською, сербською, хорватською, румунською, польською, словацькою, угорською
Статтю перевірено: Полікарпів Савелій
Поділіться інформацією:
Попередні статті
БМВ E12: Ремонт двигунів
Наступні статті
Схожі статті інших типів автомобілів БМВ:
Ремонт головки циліндрів BMW 3 Series E21 (1975-1983)
Зняття та встановлення головки циліндрів BMW 3 Series E30 (1982-1994)
Кришка головки блоку циліндрів — зняття та встановлення BMW 7 Series E32 (1986-1994)
Зняття та встановлення головки циліндрів, регулювання фаз ГРМ BMW 7 Series E38 (1994-2001)
Зняття та встановлення головки блоку циліндрів BMW X3 E83 (2003-2010)
Перевірка головки блоку циліндрів на герметичність BMW X5 E53 (1999-2006)
Ремонт головки циліндрів BMW 3 Series E21 (1975-1983)
Зняття та встановлення головки циліндрів BMW 3 Series E30 (1982-1994)
Кришка головки блоку циліндрів — зняття та встановлення BMW 7 Series E32 (1986-1994)
Зняття та встановлення головки циліндрів, регулювання фаз ГРМ BMW 7 Series E38 (1994-2001)
Зняття та встановлення головки блоку циліндрів BMW X3 E83 (2003-2010)
Перевірка головки блоку циліндрів на герметичність BMW X5 E53 (1999-2006)
Посилання у різних форматах на цю сторінку
Коментарі відвідувачів
Коментарів поки що немає
- Загальна інформація
- Органи управління
- Посібник з експлуатації
- Технічне обслуговування
- Силовий агрегат
- Ремонт двигунів
- Система мастила
- Система охолодження
- Система запалювання
- Система живлення
- Система упорскування (бензин)
- Система упорскування (дизель)
- Вихлопна система
- Трансмісія
- Зчеплення
- Коробка передач
- Передній міст
- Задній міст
- Шасі
- Рульове управління
- Тормозна система
- Колеса та шини
- Кузов
- Інтер'єр
- Екстер'єр
- Система опалення
- Електроустаткування
- Обладнання та прилади
- Силові пристрої
- Склоочисники
- Електричні схеми
- Загальна інформація
- Посібник з експлуатації
- Технічне обслуговування
- Силовий агрегат
- Ремонт двигунів
- Система запалювання
- Система змащення двигуна
- Система охолодження
- Система живлення (бензин)
- Система живлення (дизель)
- Вихлопна система
- Трансмісія
- Зчеплення
- Коробка передач
- Шасі
- Передня та задня підвіска
- Рульове управління
- Тормозна система
- Кузов
- Екстер'єр
- Інтер'єр
- Електроустаткування
- Система опалення
- Обладнання та прилади
- Силові пристрої
- Електричні схеми
- Загальна інформація
- Посібник з експлуатації
- Технічне обслуговування
- Силовий агрегат
- Двигун в автомобілі
- Капремонт двигуна
- Система охолодження
- Система живлення
- Система запалювання
- Система керування
- Трансмісія
- Зчеплення
- Механічна коробка передач
- Автоматична трансмісія
- Трансмісійна лінія
- Шасі
- Рульове управління
- Передня підвіска
- Задня підвіска
- Тормозна система
- Кузов
- Елементи кузова
- Догляд за автомобілем та фарбування
- Електроустаткування
- Обігрівач та кондиціонер
- Обладнання та прилади
- Стартер та генератор
- Електричні схеми
- Загальна інформація
- Експлуатація та техобслуговування
- Технічні характеристики
- Силовий агрегат
- Ремонт двигунів
- Система охолодження та мастила
- Система живлення
- Система живлення «Екотронік»
- Система упорскування палива
- Система запалювання
- Трансмісія
- Зчеплення
- Коробка передач BMW 242/4
- Коробка передач Getrag 262/8
- Коробка передач Getrag 265/6
- Автоматична коробка
- Карданна передача
- Задній міст
- Шасі
- Рульове управління
- Передня підвіска
- Задня підвіска
- Тормозна система
- Електроустаткування
- Обладнання та прилади
- Електричні схеми