
- Home
- BMW 5 Series
- E12
- Power unit
- Engine repair
- Cylinder head repair
Cylinder head repair (BMW 5 Series E12)
Replacing valve guide bushings
If one of the valve guide bushings is heavily worn (see wear limits in subsection "Detailed technical specifications") replace it.
On a cold engine, press out the guide bushing using tool 609, moving the bushing from the top of the cylinder head to the combustion chamber.
Check the dimensions of the guide bushing seat in the cylinder head. If the seat diameter is larger than the specified (see "Detailed technical specifications"), bore the socket to one of the larger sizes and install a bushing of the corresponding repair size.
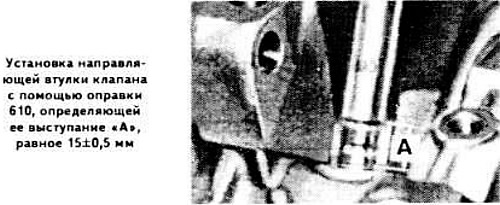
Heat the cylinder head uniformly to a temperature of about 200°C (no more), lubricate the valve sleeve with consistent grease and press it in with mandrel 610 in the direction from the top of the cylinder head to the combustion chamber until the mandrel stops against the cylinder head. Using mandrel 610 ensures proper protrusion "A" of the valve sleeve relative to the plane of the cylinder head, which should be within 15±0.5 mm (see photo).
After the cylinder head has completely cooled, ream the hole in the guide bushing to ensure the correct size is obtained.
Make sure the new guide bushing and valve seat are perfectly aligned. Resurface the valve seat if necessary.
Since model year 1978 on BMW "525", "528" and "528i" replacement of valve guide bushings is carried out taking into account the following:
- press out the guide bushing with mandrel 111100;
- the length of the guide bushings has been changed. The length of the old bushings is 52 mm. The new bushings can be installed in place of the old ones.
- press the guide bushing into the heated cylinder head in the direction from the camshaft to the combustion chamber;
- the hole in the mandrel 111120 provides the required pressing depth (protrusion "A" of the sleeve);
- for a valve sleeve of a modified length, the protrusion "A" is 13.5±0.5 mm. Insert a 1.5 mm thick washer into the hole of the mandrel.
Replacing valve seats
Replacement of valve seats must be carried out at a service station.
Drill out the valve seat to be replaced, paying attention to precise centering of the drill and avoiding removing metal from the valve seat seat.
Ream the valve seat, maintaining the specified value of the valve seat interference in the cylinder head seat (see subsection "Detailed technical specifications").
Heat the cylinder head uniformly to 200°C and cool the valve seat to minus 70°C by immersing it in liquid nitrogen.
Press the valve seat until it rests against the bottom of the cylinder head socket.
Grind the working chamfer of the valve seat.
Grinding of valve seats and valves
Check the condition of the valve working chamfer. In case of minor damage, it can be ground down, maintaining the proper chamfer angle.
Grind the working chamfers of the valve seats by hand or with a grinding machine.
Grind the valves to the seats and check the tightness of the valves to the seats.
After grinding and lapping the seats and valves, thoroughly wash the seats, valves and cylinder head channels, blow them out with compressed air.
Check the tightness of the valves' fit to the seats by filling the combustion chambers with kerosene, after screwing in the spark plugs.
This article is available at russian, bulgarian, belarusian, ukrainian, serbian, croatian, romanian, polish, slovak, hungarian
Article verified: Polikarpov Saveliy
Share information:
Previous articles
БМВ E12: Engine repair
Next articles
Similar articles on other types of BMW cars:
Cylinder head repair BMW 3 Series E21 (1975-1983)
Removal and installation the cylinder head BMW 3 Series E30 (1982-1994)
Cylinder head of gasoline engines of the M52 series — removal and… BMW 7 Series E32 (1986-1994)
Removal and installation cylinder head covers BMW 7 Series E38 (1994-2001)
Cylinder head BMW X3 E83 (2003-2010)
Cylinder head — design description BMW X5 E53 (1999-2006)
Cylinder head repair BMW 3 Series E21 (1975-1983)
Removal and installation the cylinder head BMW 3 Series E30 (1982-1994)
Cylinder head of gasoline engines of the M52 series — removal and… BMW 7 Series E32 (1986-1994)
Removal and installation cylinder head covers BMW 7 Series E38 (1994-2001)
Cylinder head BMW X3 E83 (2003-2010)
Cylinder head — design description BMW X5 E53 (1999-2006)
Link in different formats to this page
Visitor comments
No comments yet
- General information
- Governing bodies
- Manual
- Maintenance
- Power unit
- Engine repair
- Lubrication system
- Cooling system
- Ignition system
- Supply system
- Injection system (gasoline)
- Injection system (diesel)
- Exhaust system
- Transmission
- Clutch
- Car gearbox
- Front axle
- Rear axle
- Chassis
- Steering
- Brake system
- Wheels and tires
- Body
- Interior
- Exterior
- Heating system
- Electrical equipment
- Equipment and devices
- Power devices
- Windscreen wipers
- Electrical circuits
- General information
- Manual
- Maintenance
- Power unit
- Engine repair
- Ignition system
- Engine lubrication system
- Cooling system
- Fuel system (gasoline)
- Fuel system (diesel)
- Exhaust system
- Transmission
- Clutch
- Car gearbox
- Chassis
- Front and rear suspension
- Steering
- Brake system
- Body
- Exterior
- Interior
- Electrical equipment
- Heating system
- Equipment and devices
- Power devices
- Electrical circuits
- General information
- Manual
- Maintenance
- Power unit
- Engine in a car
- Engine overhaul
- Cooling system
- Supply system
- Ignition system
- Control system
- Transmission
- Clutch
- Manual gearbox
- Automatic gearbox
- Transmission line
- Chassis
- Steering
- Front suspension
- Rear suspension
- Brake system
- Body
- Body elements
- Car care and painting
- Electrical equipment
- Heater and air conditioner
- Equipment and devices
- Starter and generator
- Electrical circuits
- General information
- Operation and maintenance
- Specifications
- Power unit
- Engine repair
- Cooling and lubrication system
- Supply system
- Ecotronic power supply system
- Fuel injection system
- Ignition system
- Transmission
- Clutch
- Gearbox BMW 242/4
- Gearbox Getrag 262/8
- Gearbox Getrag 265/6
- Automatic gearbox
- Cardan gear
- Rear axle
- Chassis
- Steering
- Front suspension
- Rear suspension
- Brake system
- Electrical equipment
- Equipment and devices
- Electrical circuits