
Table 5.2. Cylinder block parameters
| Engine | N62B44 | N62B48 |
| Piston-cylinder clearance, mm | ||
| - nominal | 0,03 | |
| - maximum permissible | 0,10 | |
| Cylinder diameter, mm | ||
| - nominal | 92,00 | 93,00 |
| – 1st repair size | 92,25 | 93,25 |
| – 2nd repair size | 92,50 | 93,50 |
| Permissible ovality of cylinder mirrors, mm | 0,007 | |
| Permissible conicity of cylinder mirrors, mm | 0,01 | |
| Execution tolerance, mm | +0,014 | |
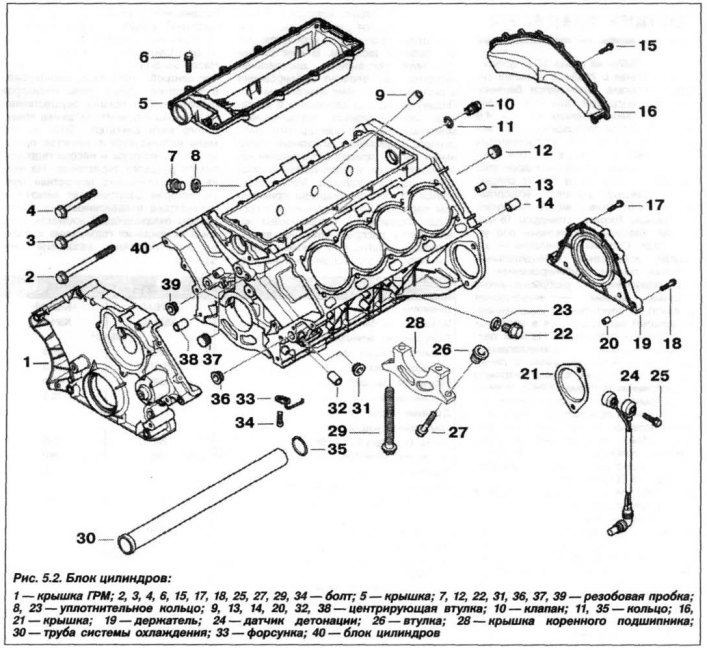
The cylinder block is light-alloy, with dry thin-walled cast-iron liners that can be repaired (bored). The liners are installed during the block casting process and are not subject to replacement. The cylinder blocks are arranged in a V-shape, at an angle of 90°. In the lower part of the cylinder block (crankcase), there are five bearing seats for the crankshaft main bearing shells. The main bearing caps undergo final processing together with the block, so they are not interchangeable.
In case of minor wear or damage, the cylinder mirror can be restored by grinding and honing, in the conditions of service station repair centers, with subsequent installation of pistons of intermediate or repair sizes.
The diameter of the cylinders is measured with a bore gauge in three zones, in mutually perpendicular directions, at a distance of 10 mm from the upper and lower edges and in the center of the cylinder.