
Valve seats (see fig. 3.5) are made of austenitic steel obtained by powder metallurgy and are not subject to replacement. If traces of burning or wear are detected that cannot be removed by grinding, the cylinder head is replaced entirely.
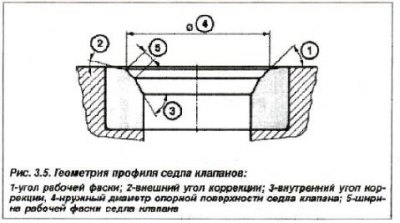
Table 5.3. Valve seat characteristics
Parameters | Valve seat | |
| intake | graduation | |
| Engine model "N62B44" | ||
| Valve seat diameter, mm | ||
| - nominal | 34,5 | 28,4 |
| - admission | from 0.00 to +0.1 | |
| Working chamfer angle, deg | 45 | |
| Correction angle, external | 15 | 15 |
| Correction angle, internal | 60 | 60 |
| Working chamfer width, mm | 1,25±0,25 | 1,65±0,25 |
In this case, it is necessary to maintain the maximum permissible size. If this size is exceeded, then the reliability of gap compensation during operation of hydraulic compensators is violated. The valve seat is ground (under repair) until a reliable contact spot is obtained. The valve seats have an additional narrowing - the external correction angle. When processing, the external correction angle must be maintained at 15°.
Technology for performing valve seat grinding and valve guide bushing testing (see fig. 3.7) for all engines is identical.

Maximum allowable gap (during operation), between the valve stem (diameter 6.0 mm) and the guide bushing should be no more than 0.5 mm.
Please note: Valve guides are not available as spare parts.