
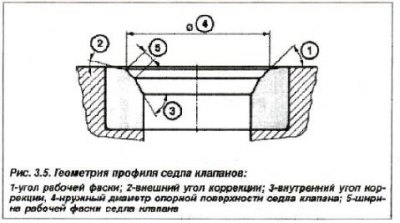
Сідла клапанів (див. мал. 3.5) виготовлені з аустенітної сталі, отриманої методом порошкової металургії, та заміні не підлягають. При виявленні слідів підгоряння або зношування, що не піддаються видаленню шліфуванням, головка циліндрів замінюється повністю.
Таблиця 5.3. Характеристика сідел клапанів
Параметри | Сідло клапанів | |
| впускного | випускного | |
| Двигун моделі "N62В44" | ||
| Діаметр сідла клапана, мм | ||
| – номінальний | 34,5 | 28,4 |
| - Допуск | від 0,00 до +0,1 | |
| Кут робочої фаски, град | 45 | |
| Кут корекції, зовнішній | 15 | 15 |
| Кут корекції, внутрішній | 60 | 60 |
| Ширина робочої фаски, мм | 1,25±0,25 | 1,65±0,25 |
При цьому слід витримати максимально допустимий розмір. Якщо це буде перевищено, то порушується надійність компенсації зазорів під час роботи гидрокомпенсаторов. Сідло клапана притирається (ремонтується) до отримання надійної плями контакту. Сідла клапанів мають додаткове звуження – кут зовнішньої корекції. Під час обробки кут зовнішньої корекції необхідно витримати 15°.
Технологія виконання притирання сідел клапанів та повірки напрямних втулок клапанів (див. мал. 3.7) для всіх двигунів ідентична.

Максимально допустимий зазор (при експлуатації), між стрижнем клапана (діаметром 6,0 мм) і напрямною втулкою має бути не більше 0,5 мм.
Увага! Направляючі втулки клапанів як запасні частини не поставляються.