
Седла клапанов (см. рис. 3.5) изготовлены из аустенитной стали, полученной методом порошковой металлургии, и замене не подлежат. При выявлении следов подгорания или износа, не поддающихся удалению шлифованием, головка цилиндров заменяется целиком.
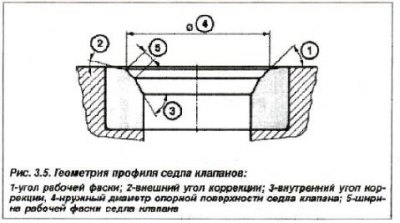
Таблица 5.3. Характеристика седел клапанов
| Параметры | Седло клапанов | |
| впускного | выпускного | |
| Двигатель модели «N62В44» | ||
| Диаметр седла клапана, мм | ||
| – номинальный | 34,5 | 28,4 |
| – допуск | от 0,00 до +0,1 | |
| Угол рабочей фаски, град | 45 | |
| Угол коррекции, внешний | 15 | 15 |
| Угол коррекции, внутренний | 60 | 60 |
| Ширина рабочей фаски, мм | 1,25±0,25 | 1,65±0,25 |
При этом необходимо выдержать максимально допустимый размер. Если это размер буде превышен, то нарушается надежность компенсации зазоров при работе гидрокомпенсаторов. Седло клапана притирается (ремонтируется) до получения надежного пятна контакта. Седла клапанов имеют дополнительное сужение – угол внешней коррекции. При обработке угол внешней коррекции необходимо выдержать 15°.
Технология выполнения притирки седел клапанов и поверки направляющих втулок клапанов (см. рис. 3.7) для всех двигателей идентична.

Максимально допустимый зазор (при эксплуатации), между стержнем клапана (диаметром 6,0 мм) и направляющей втулкой должен быть не более 0,5 мм.
Внимание! Направляющие втулки клапанов в качестве запасных частей не поставляются.