
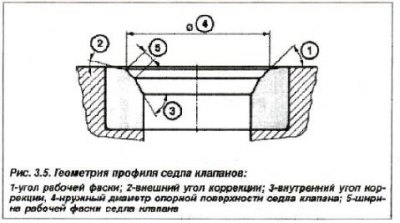
Седишта вентила (видети слику 3.5) су направљена од аустенитног челика добијеног металургијом праха и нису заменљива. Ако се открију трагови горења или хабања који се не могу уклонити брушењем, глава цилиндра се замењује у потпуности.
Табела 5.3. Карактеристике седишта вентила
Параметерс | Седиште вентила | |
| унос | дипломирање | |
| Модел мотора "N62Б44" | ||
| Пречник седишта вентила, мм | ||
| - номинално | 34,5 | 28,4 |
| - пријем | од 0,00 до +0,1 | |
| Радни угао скошења, ст | 45 | |
| Угао корекције, спољашњи | 15 | 15 |
| Угао корекције, унутрашњи | 60 | 60 |
| Ширина радне косине, мм | 1,25±0,25 | 1,65±0,25 |
У овом случају, потребно је одржати максималну дозвољену величину. Ако је ова величина прекорачена, поузданост компензације зазора током рада хидрауличних компензатора је нарушена. Седиште вентила се бруси (поправља) док се не добије поуздана контактна површина. Седишта вентила имају додатно сужење – спољашњи корекцијски угао. Приликом обраде, спољни угао корекције мора да се одржава на 15°.
Технологија брушења седишта вентила и провере чаура за вођице вентила (видети слику 3.7) је идентична за све моторе.

Максимални дозвољени размак (у току рада) између вретена вентила (пречника 6,0 мм) и чауре за навођење не би требало да буде већи од 0,5 мм.
Пажња! Водилице вентила нису доступне као резервни делови.