
2. Visually check for cracks, rust and corrosion. Look for stripped threads in the threaded holes. It is advisable to have the block checked for hidden cracks in a mechanical workshop with special equipment. If defects are found, the block should be repaired if possible; if not, you need to purchase a new unit.
3. Check the cylinder surfaces for wear and grooves.
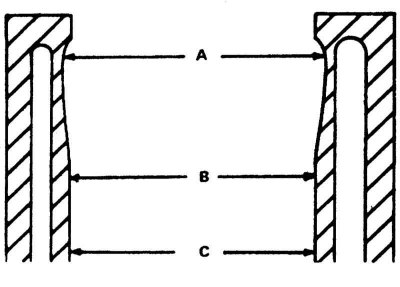
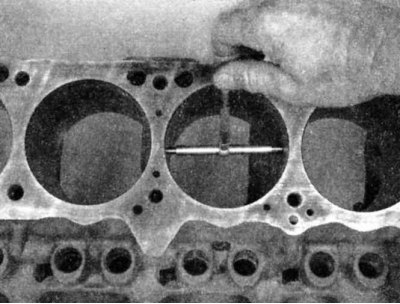
4. Measure the diameter at the top of each cylinder (just below the ledge zone - A), in the middle - B and lower - C parts parallel to the crankshaft axis.
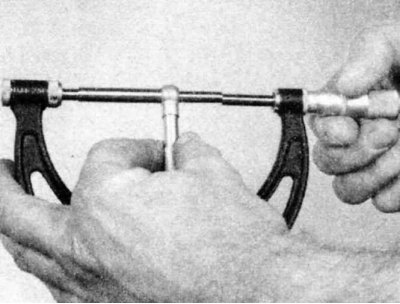
5. To determine the cylinder diameter, check the length of the gauge with a micrometer
6. Next, measure the cylinder diameter at the same levels in the direction perpendicular to the crankshaft axis. Compare the results with the requirements Size charts and adjustment data at the end of the Guide.
7. If precision measuring instruments are not available, the clearances between the pistons and cylinders can be determined, although not as accurately, using feeler gauges.
8. To determine the clearances, select a feeler gauge and insert it into the cylinder along the mating piston. The piston must be installed exactly in the normal position. The feeler gauge must be installed between the piston and the cylinder on one of the thrust surfaces (at 90° in relation to the hole for the pin). The piston must pass along the cylinder (the dipstick is installed) with a little effort.
9. If the piston easily moves down, the clearance is large and a new piston is required. If the piston gets stuck at the bottom of the cylinder and moves more freely at the top, the cylinder is conical. If, when the piston is rotated together with the feeler gauge, areas of resistance appear in the cylinder, the cylinder is oval.
10. Repeat the operation for the remaining pistons and cylinders.
11. If the cylinder walls are heavily worn or have grooves, or if they have a taper or ovality above the limits in Table of sizes and adjustment data at the end of the manual, the cylinder block will need to be ground and honed in a machine shop. After grinding, oversized pistons and rings will be required.
12. If the cylinders are in reasonably good condition and not worn out of tolerance, and if the clearances between the cylinders and pistons are within specifications, they do not need to be ground. All that is required is honing and a new set of rings (see section Cylinder honing).