
Skontrolujte technický stav piestov, čapov, ojníc, puzdier ložísk a piestnych krúžkov a v prípade potreby ich vymeňte.
Pred inštaláciou zmerajte menovitú vôľu medzi piestom a otvorom v bloku valcov, pre ktoré:
- zmerajte priemer piesta mikrometrom vo vzdialenosti "A" - 12 mm, od spodného okraja obruby v rovine pod uhlom 90° k osi piestneho čapu zmerajte mikrometrom priemer zrkadla valca v troch rovinách (hore, uprostred a dole) a vypočítajte priemernú hodnotu;
- odpočítajte priemer piesta od priemerného priemeru valca;
- získaná hodnota menovitej medzery by sa mala pohybovať v rozmedzí 0,041–0,077 mm, maximálna prípustná hodnota ako kritérium pre potrebné opravy pri opotrebovaní dielov je 0,15 mm.
Umyte nové skrutky ojnice, namažte ich motorovým olejom, nasaďte ich a pomocou nástroja "00.9.120" alebo "11.2.110" – momentového kľúča s uhlomerom – utiahnite skrutky v troch paralelných krokoch na každej skrutke:
- 1. krok utiahnite na 5,0 Nm (0,5 kgf·m);
- 2. krok utiahnite na 20 Nm (2,0 kgf·m);
- 3. krok otočte pod uhlom 70°.
Po vykonaní prác, ktoré spôsobujú zmeny vo výstupku dna piestu nad dosadacím povrchom bloku valcov, je potrebné znovu určiť hrúbku tesniaceho tesnenia v nasledujúcom poradí:
- nainštalujte ukazovateľ ukazovateľa s meracím blokom, zariadenie "00.2.530" (kresba 6,87, a) na vyčistenom povrchu bloku valcov a nastavte ukazovateľ na nulu;
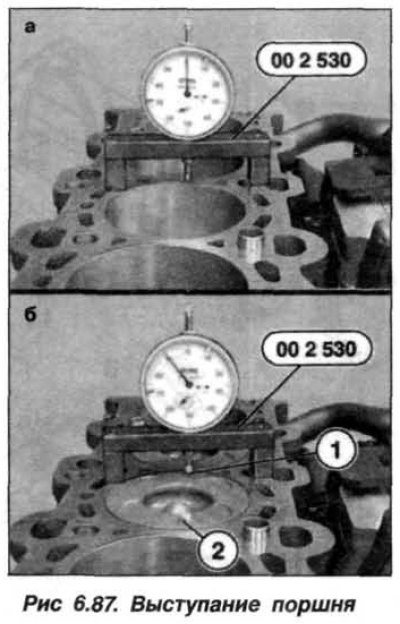
- nastavte piest do polohy blízkej TDC;
- nainštalujte zariadenie "00.2.530" na očistený povrch piesta v dvoch meracích bodoch (1 a 2, Obr. 6,87, b), otáčaním kľukového hriadeľa skrutkou tlmiča vibrácií zistite maximálne hodnoty ukazovateľa v najvyššom bode zdvihu piesta;
- nakreslite a zaznamenajte výstupok dna piesta v bodoch (1 a 2) pre všetkých šesť piestov;
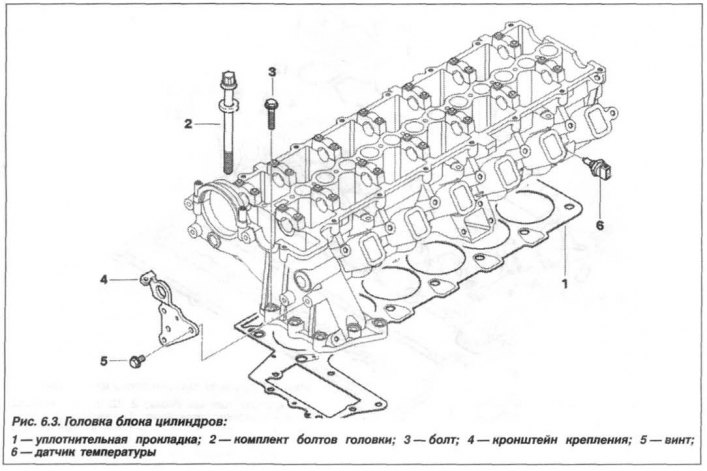
- najväčšia hodnota z 12 meraní určuje hrúbku tesniaceho tesnenia (1, pozri kresba 6.3) hlavy valcov;
- ak je výstupok piestu 0,92–1,03 mm, nainštalujte tesnenie s dvoma otvormi, ak je výstupok piestu väčší ako 1,03 mm, nainštalujte tesnenie s tromi otvormi.
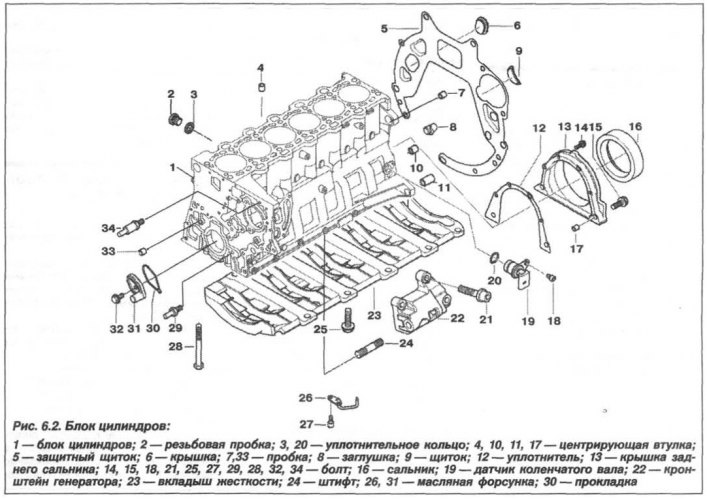
Nainštalujte výstužnú vložku (23, pozri kresba 6.2) šípka podľa označenia smeruje k pohonu rozvodov.
Originálna verzia je na portáli bmwman.ru