Проверите техничко стање клипова, клинова, клипњача, шкољки лежаја и клипних прстенова и по потреби их замените.
Пре уградње измерите називни зазор између клипа и отвора у блоку цилиндра, за шта:
- измерити микрометром пречник клипа на растојању "А" – 12 мм, од доње ивице сукње у равни под углом од 90° до осе клипа клипа измерити микрометром пречник огледала цилиндра у три равни (горња, средња и доња) и израчунати просечну вредност;
- одузми пречник клипа од просечног пречника цилиндра;
- добијена вредност називног зазора треба да буде у распону од 0,041–0,077 мм, максимална дозвољена вредност, као критеријум за неопходне поправке када су делови истрошени, износи 0,15 мм.
Оперите нове завртње клипњаче, подмажите их моторним уљем, уметните их и помоћу алата "00.9.120" или "11.2.110" – момент кључа са угломером – затегните завртње у три паралелна корака на сваком завртњу:
- 1. корак затегните на 5,0 Нм (0,5 кгф м);
- 2. корак затегните на 20 Нм (2,0 кгф м);
- 3. корак, окрените га под углом од 70°.
Након извођења радова који изазивају промене у избочењу дна клипа изнад спојне површине блока цилиндра, потребно је поново одредити дебљину заптивне заптивке следећим редоследом:
- на очишћену површину блока цилиндара поставити показивач са мерним блоком, уређај "00.2.530" (сл. 6.87, а) и подесити индикатор на нулу;
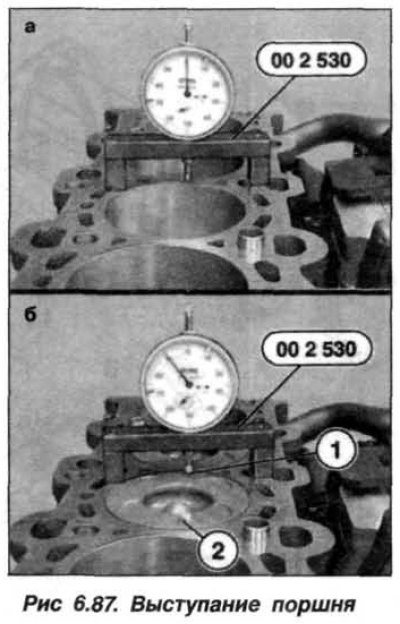
- поставите клип у положај близу ТДЦ;
- инсталирати уређај "00.2.530" на очишћену површину клипа на две мерне тачке (1 и 2, цртање 6.87, б), окрећући радилицу завртњем пригушивача вибрација, узети максимална очитавања индикатора на највишој тачки подизања клипа;
- нацртајте и забележите избочење дна клипа у тачкама (1 и 2) за свих шест клипова;
- највећа вредност од 12 мерења одређује дебљину заптивне заптивке главе цилиндра (1, цм, цртање 6.3);
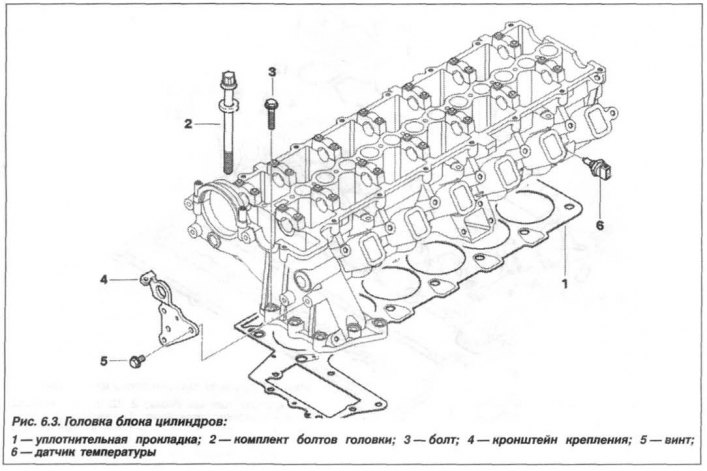
- ако је избочина клипа 0,92–1,03 мм, уградите заптивку са две рупе, ако је избочење клипа веће од 1,03 мм, уградите заптивку са три рупе.
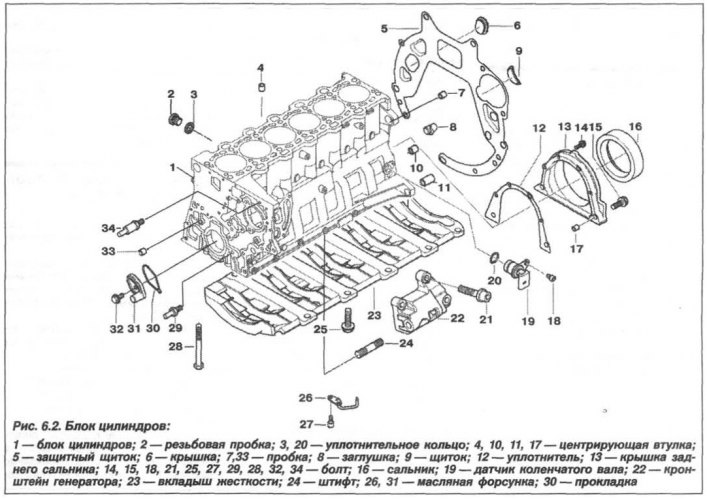
Инсталирајте уметак за укрућење (23, погледајте слику 6.2) према његовој ознаци, стрелица показује према разводном погону.