
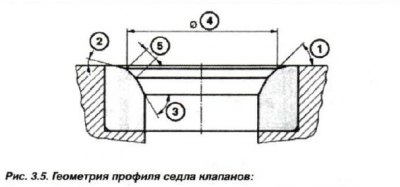
1 - кут робочої фаски; 2 - зовнішній кут корекції; 3 - внутрішній кут корекції; 4 - кружний діаметр опорної поверхні сідла клапана; 5 - ширина робочої фаски сідла клапана
Технологія виконання притирання сідел клапанів для всіх двигунів ідентична. Клапани притирати до сідла лише з використанням дрібнозернистої шліфувальної пасти. Притирання сідел клапанів здійснюється обертальним рухом із частим відривом клапана від сідла та його поворот. Для утримання клапана використовується пристрій "00.3.520" або "00.3.580" (мал. 3.6). Сліди шліфувальної пасти після притирання ретельно видалити.

Якість притирання перевіряти по плямі контакту та заливкою тарілки клапана гасом. Витікання палива через напрямну клапанів не допустиме, потрібне повторне притирання.
(Початковий запис можна знайти на порталі: «BMWman.ru»)