
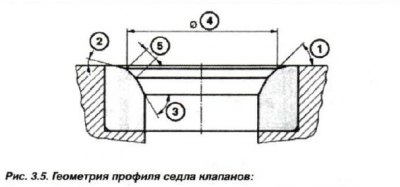
1 - kąt fazowania roboczego; 2 - zewnętrzny kąt korekcji; 3 - kąt korekcji wewnętrznej, 4 - średnica obwodowa powierzchni podparcia gniazda zaworowego; 5 - szerokość fazy roboczej gniazda zaworowego
Technologia szlifowania gniazd zaworowych jest identyczna dla wszystkich silników. Zawory należy szlifować do gniazda wyłącznie za pomocą drobnoziarnistej pasty szlifierskiej. Docieranie gniazd zaworowych odbywa się poprzez ruch obrotowy z częstym odrywaniem zaworu od gniazda i jego obrotem. Do przytrzymania zaworu należy użyć przyrządu "00.3.520" lub "00.3.580" (rysunek 3.6). Dokładnie usuń ślady pasty szlifierskiej po docieraniu.

Jakość docierania należy sprawdzić na powierzchni styku oraz poprzez napełnienie płytki zaworowej naftą. Niedopuszczalny jest wyciek paliwa przez prowadnicę zaworu; wymagane jest ponowne docieranie.