
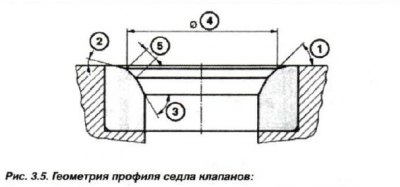
1 - ъгъл на работната фаска; 2 - външен ъгъл на корекция; 3 - вътрешен ъгъл на корекция, 4 - кръгов диаметър на опорната повърхност на седалката на клапана; 5 - ширина на работната фаска на седалката на клапана
Технологията за прилепване на леглата на клапаните е еднаква за всички двигатели. Вентилите трябва да се шлифоват към седалката само с помощта на финозърнеста шлифовъчна паста. Прилепването на седалките на клапаните се извършва чрез въртеливо движение с често отделяне на клапана от седлото и неговото въртене. Устройството "00.3.520" или "00.3.580" се използва за задържане на клапана (фиг. 3.6). Внимателно отстранете следите от шлифовъчна паста след прилепване.

Проверете качеството на шлайфане чрез контактното петно и напълване на диска на клапана с керосин. Изтичането на гориво през водача на клапана не е допустимо, необходимо е повторно припокриване.