
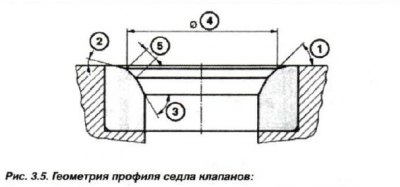
1 - working chamfer angle; 2 - external correction angle; 3 - internal correction angle, 4 - circumferential diameter of the valve seat support surface; 5 - width of the working chamfer of the valve seat
The technology for grinding valve seats is identical for all engines. The valves are ground to the seat using only fine-grained grinding paste. The valve seats are ground using a rotary motion with frequent separation of the valve from the seat and its rotation. To hold the valve, use the device "00.3.520" or "00.3.580" (Fig. 3.6). Traces of grinding paste must be carefully removed after grinding.

The quality of lapping should be checked by the contact patch and by filling the valve plate with kerosene. Fuel leakage through the valve guide is not allowed; repeated lapping is required.
(The original version is on the portal: «www.bmwman.ru»)