
Honing can be done independently using special equipment, but it is recommended to do it in a workshop.
Note: If you do not have the necessary tools, please contact an auto repair shop.
Before honing the cylinders, install the main bearing caps and tighten their bolts to the required tightening torque.
There are two types of hones - flexible, bottle brush type, and hones with spring-loaded heads.
Hone with spring loaded heads
A less experienced mechanic will probably find it easier to work with a flexible hone. You will also need kerosene or special oil, rags and an electric drill. Proceed as follows.
Place the hone on the drill, compress the heads and push them into the first cylinder.

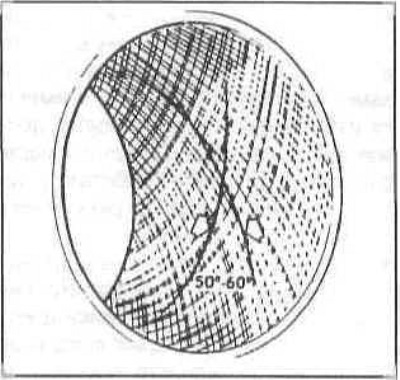
Generously lubricate the cylinder with honing oil, turn on the drill, and move the hone up and down the cylinder at a speed that will create a fine crosshatch pattern on the walls. Ideally, the crosshatch lines should intersect at an angle of approximately 60°. Be sure to use enough lubricant and do not remove more metal than absolutely necessary.
Do not remove the hone from the cylinder while it is rotating. Turn off the drill and continue to move the hone up and down until it stops, then squeeze the heads and remove the hone. If you are using a flexible hone, stop the drill, then remove the hone from the cylinder by turning it in the direction of rotation.
The cylinder is considered to be finally processed if the corresponding piston, under its own weight, descends into the engine cylinder without jamming or seizing.
Wipe the oil off the cylinder walls and repeat the procedure on the remaining cylinders.
When you have finished honing, bevel the top edge of the cylinder using a small file to prevent the rings from getting stuck when you install the piston. Be very careful not to damage the cylinder walls with the end of the file.
Wash the engine block thoroughly with warm, soapy water.
Note: The cylinder is considered clean when, after running a white cloth soaked in clean motor oil along its wall, the cloth remains clean.
Rinse the unit with clean water to remove traces of abrasive material, dry it and cover all treated surfaces with anti-corrosion oil. Keep clean until assembly.
[This article is based on data from the website: BMWMan]