
Inspect the block for cracks and corrosion, damage to the threads in the holes. In a special workshop, you can check for hidden cracks. If defects are found, then the unit must be repaired, and if this is not possible, it must be replaced.
Check cylinder bores for wear or scratches.
Measure the diameter of each cylinder bore just below the roller, in the center and near the bottom.
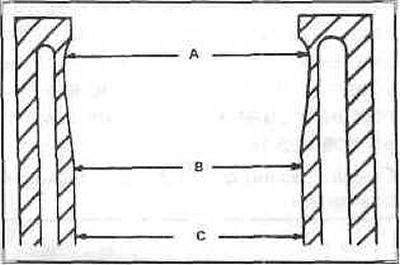
Next, measure the diameter of each cylinder at the same points, but along the axis of the crankshaft. Compare with technical data.
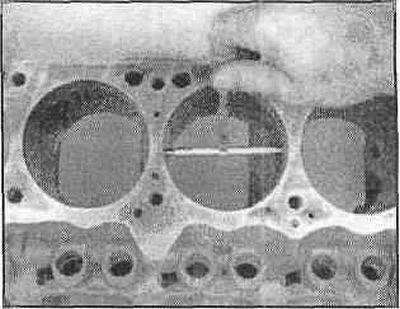
If there are no accurate measuring tools, the gap between the piston and the cylinder wall can be measured with a feeler gauge.
The probe must be inserted between the wall and one of the bearing surfaces of the piston (at an angle of 90°to the piston ring bore).
The piston must slide along the cylinder (with probe inserted) at moderate pressure.
If, with a feeler gauge equal to the gap limit, the piston fails or slides very easily, the gap is too large and a new piston is required. If the piston is stuck at the bottom of the cylinder but moves freely at the top, the cylinder has a taper. If, when moving the probe around the circle, the probe gets stuck in some places, then the cylinder has an out-of-roundness.
Repeat this operation for the remaining pistons and cylinders.
If the cylinder walls are severely worn or scratched, the amount of taper or out-of-roundness exceeds the allowable (0.01mm), it is necessary to bore and honing the block in the workshop. After boring, it is necessary to use pistons and repair rings (more) size.
If the cylinders are in a satisfactory condition, then it is enough to honing them.