
Sprawdź blok pod kątem pęknięć i korozji, uszkodzeń gwintów w otworach. W specjalnym warsztacie możesz sprawdzić ukryte pęknięcia. W przypadku stwierdzenia wad urządzenie należy naprawić, a jeśli nie jest to możliwe, należy je wymienić.
Sprawdź otwory cylindrów pod kątem zużycia lub zarysowań.
Zmierz średnicę każdego otworu cylindra tuż pod rolką, pośrodku i blisko dołu.
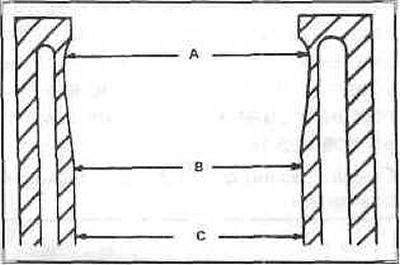
Następnie zmierz średnicę każdego cylindra w tych samych punktach, ale wzdłuż osi wału korbowego. Porównaj z danymi technicznymi.
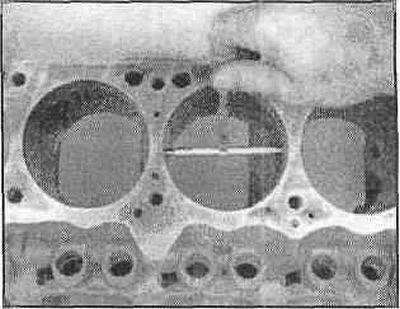
Jeśli nie ma dokładnych narzędzi pomiarowych, szczelinę między tłokiem a ścianą cylindra można zmierzyć za pomocą szczelinomierza.
Sonda musi być włożona między ściankę a jedną z powierzchni nośnych tłoka (pod kątem 90°do otworu pierścienia tłokowego).
Tłok musi ślizgać się po cylindrze (z włożoną sondą) przy umiarkowanym ciśnieniu.
Jeśli przy szczelinomierzu równym granicy szczeliny tłok ulegnie awarii lub bardzo łatwo się ślizga, szczelina jest zbyt duża i potrzebny jest nowy tłok. Jeśli tłok utknął w dolnej części cylindra, ale porusza się swobodnie u góry, cylinder ma zwężenie. Jeśli podczas przesuwania sondy po okręgu sonda utknie w niektórych miejscach, oznacza to, że cylinder ma nieokrągłość.
Powtórz tę operację dla pozostałych tłoków i cylindrów.
Jeśli ścianki cylindra są mocno zużyte lub porysowane, stopień zbieżności lub nieokrągłości przekracza dopuszczalną (0,01 mm), konieczne jest rozwiercenie i wygładzenie klocka w warsztacie. Po wytaczaniu konieczne jest użycie tłoków i pierścieni naprawczych (więcej) rozmiar.
Jeśli cylindry są w zadowalającym stanie, wystarczy je wyhonować.