
Увага! Сядла клапанаў замене не падлягаюць, т. к. яны ўсталёўваюцца астуджанымі да тэмпературы — -150°C.
Прыцірка сядла клапана патрабуецца ў тым выпадку, калі ён мае сляды зносу, подгорания, ці калі апрацоўвалася накіроўвалая ўтулка клапана. Неабходна выконваць значэнні велічынь кутоў і шырыні працоўнай фаскі. Пры гэтым вонкавы дыяметр сядла клапана адпавядае вонкаваму дыяметру самага клапана. Пры правільнай выкананай апрацоўкі сёдлаў клапанаў і ўсталёўцы новых клапанаў, прыцірка сёдлаў у галоўцы блока цыліндраў не патрабуецца.
Клапаны павінны прыцірацца толькі дробназярністай пастай, для прыціркі ўжываць прысоску, якая апранаецца на талерку клапана. Падчас прыціркі неабходна перыядычна прыўздымаць клапан з адначасовым яго кручэннем па крузе. Гэта дапаможа пазбегнуць з'яўленні разор на якая прыціраецца паверхні.
Увага! Па канчатку прыціркі выдаліць спіртам рэшткі пасты з клапана і сядла.
Прыцірку сядла клапана неабходна праводзіць у наступным парадку. Зняць і разабраць галоўку блока цыліндраў. Апрацаваць паверхню сядла клапана галоўкі блока цыліндраў, выкарыстаючы прынаду "00.3.520" (гл. мал. 3.6) ці "00.3.580" паводле інструкцыі прадпрыемства-вытворцы рухавіка.

Пасля апрацоўкі апорнай паверхні сядла клапана вонкавы і ўнутраны дыяметры варта прыцерці карэкціровачнай фрэзай да прадпісваных памераў, аж да атрымання шырыні (5, гл. Мал. 3.5) працоўнай фаскі сядла клапана, гл. Тэхнічныя характарыстыкі.
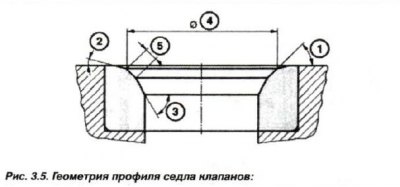
1 - кут працоўнай фаскі; 2 - вонкавы кут карэкцыі; 3 - унутраны кут карэкцыі, 4 - кружный дыяметр апорнай паверхні сядла клапана; 5-шырыня працоўнай фаскі сядла клапана
Якасць прыціркі правяраецца па вонкавым выглядзе і пралівам палівам (гашай). Для гэтага клапан устаўляецца ў галоўку блока ў вольным становішчы (галоўка звернута камерай згарання ўверх). Зверху заліваецца паліва, на працягу адной гадзіны, яно не павінна працячы па стрыжню клапана і з'явіцца з накіроўвалай. У адваротным выпадку прыцірку паўтарыць.