
Attention! Valve seats cannot be replaced, because they are installed chilled to -150°C.
Lapping of the valve seat is required if it shows signs of wear, burning, or if the valve guide has been machined. It is necessary to observe the values of the angles and the width of the working chamfer. In this case, the outer diameter of the valve seat corresponds to the outer diameter of the valve itself. With the correct processing of the valve seats and the installation of new valves, lapping of the seats in the cylinder head is not required.
Valves should be lapped only with fine-grained paste; for lapping, use a suction cup that is put on the valve plate. During grinding, it is necessary to periodically lift the valve while simultaneously rotating it in a circle. This will help to avoid the appearance of grooves on the lapped surface.
Attention! After lapping, remove the remaining paste from the valve and seat with alcohol.
The valve seat must be lapped in the following order. Remove and disassemble the cylinder head. Finish the surface of the cylinder head valve seat using a tool «00.3.520» (see fig. 3.6) or «00.3.580» according to the engine manufacturer's instructions.

After machining the bearing surface of the valve seat, the outer and inner diameters should be lapped with a corrective cutter to the prescribed dimensions, until the width is obtained (5, see fig. 3.5) valve seat face, see Technical Data.
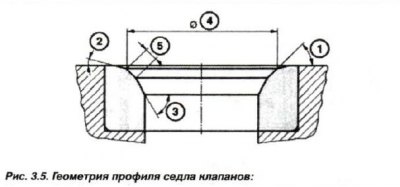
1 - angle of the working chamfer; 2 - outer angle of correction; 3 - internal angle of correction, 4 - circular diameter of the bearing surface of the valve seat; 5-width of the working chamfer of the valve seat
The quality of lapping is checked by appearance and fuel spillage (kerosene). To do this, the valve is inserted into the block head in a free position (the head is turned up by the combustion chamber). Fuel is poured from above, within one hour, it should not flow along the valve stem and appear from the guide. Otherwise, repeat lapping.