
Pozor! Sedlá ventilov nie je možné vymeniť, pretože Inštalujú sa ochladené na teplotu -150°C.
Lapovanie sedla ventilu je potrebné, ak vykazuje známky opotrebovania, spálenia alebo ak bolo spracované puzdro vedenia ventilu. Je potrebné dodržať hodnoty uhlov a šírky pracovného skosenia. V tomto prípade vonkajší priemer sedla ventilu zodpovedá vonkajšiemu priemeru samotného ventilu. Ak sú sedlá ventilov správne opracované a sú nainštalované nové ventily, lapovanie sediel v hlave valcov nie je potrebné.
Ventily by sa mali lapovať iba jemnozrnnou pastou na lapovanie, použite prísavku umiestnenú na tanieri ventilu. Počas brúsenia je potrebné pravidelne zdvíhať ventil a súčasne ho otáčať v kruhu. Pomôže to zabrániť vzniku drážok na lapovanom povrchu.
Pozor! Po dokončení mletia odstráňte zvyšnú pastu z ventilu a sedla s alkoholom.
Brúsenie sedla ventilu by sa malo vykonať v nasledujúcom poradí. Odstráňte a rozoberte hlavu valca. Ošetrite povrch sedla ventilu hlavy valcov pomocou nástroja "00.3.520" (pozri kresba 3.6) alebo "00.3.580" podľa pokynov výrobcu motora.

Po opracovaní opornej plochy sedla ventilu by sa mal vonkajší a vnútorný priemer zbrúsiť korekčnou frézou na predpísané rozmery, kým sa nedosiahne šírka (5, pozri kresba 3.5) pracovné skosenie sedla ventilu, pozri Technické údaje.
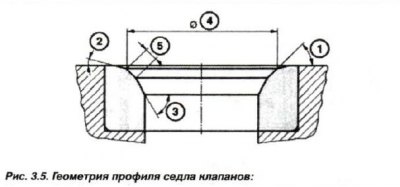
1 - pracovný uhol skosenia; 2 - vonkajší korekčný uhol; 3 - vnútorný korekčný uhol, 4 - obvodový priemer opornej plochy sedla ventilu; 5-šírka pracovného skosenia sedla ventilu
Kvalita lapovania sa kontroluje vzhľadom a nalievaním paliva (petrolej). Na tento účel sa ventil vloží do hlavy valca vo voľnej polohe (hlava je otočená spaľovacou komorou nahor). Palivo sa naleje zhora do jednej hodiny, nemalo by unikať pozdĺž drieku ventilu a objaviť sa z vodidla. V opačnom prípade brúsenie zopakujte.