
Увага! Сідла клапанів заміні не підлягають, т.к. вони встановлюються охолодженими до температури -150°С.
Притирання сідла клапана потрібно в тому випадку, якщо він має сліди зношування, підгоряння, або якщо оброблялася напрямна втулка клапана. Необхідно дотримуватись величин кутів і ширини робочої фаски. При цьому зовнішній діаметр сідла клапана відповідає зовнішньому діаметру клапана. При правильній виконаній обробці сідел клапанів і встановленні нових клапанів притирання сідел в головці блоку циліндрів не потрібно.
Клапани повинні притиратися тільки дрібнозернистою пастою, для притирання застосовувати присоску, що одягається на тарілку клапана. Під час притирання необхідно періодично піднімати клапан з одночасним обертанням по колу. Це допоможе уникнути появи борозен на поверхні, що притирається.
Увага! Після закінчення притирання видалити спиртом залишки пасти з клапана та сідла.
Притирання сідла клапана необхідно проводити в наступному порядку. Зняти та розібрати головку блоку циліндрів. Обробити поверхню сідла клапана головки блоку циліндрів, використовуючи пристосування «00.3.520» (див. рис. 3.6) або «00.3.580» згідно з інструкцією підприємства-виробника двигуна.

Після обробки опорної поверхні сідла клапана зовнішній і внутрішній діаметри слід притерти коригувальною фрезою до розмірів, що приписуються, аж до отримання ширини (5, див. рис. 3.5) робочої фаски сідла клапана, див. Технічні характеристики.
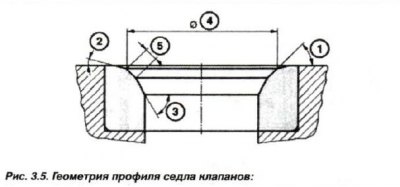
1 - кут робочої фаски; 2 – зовнішній кут корекції; 3 - внутрішній кут корекції; 4 - кружний діаметр опорної поверхні сідла клапана; 5-ширина робочої фаски сідла клапана
Якість притирання перевіряється на вигляд і проливом паливом (гасом). Для цього клапан вставляється в головку блоку у вільному положенні (головка повернена камерою згоряння догори). Зверху заливається паливо, протягом одного години, воно не повинно протікати по стрижню клапана і з'явитися з напрямної. В іншому випадку притирання повторити.