
Увага! Стрижні впускних і випускних клапанів мають однакові діаметри, але різні діаметри тарілок не переплутати їх.
Перевірку ступеня зношування напрямної втулки клапана необхідно проводити в наступному порядку. Приготувати пристрій "00.4.210" і стрілочний індикатор на стійці.
Зняти головку блоку циліндрів та вийняти клапан. Видалити нагар із внутрішньої поверхні напрямної втулки.
Вставити новий клапан таким чином, щоб торець стрижня клапана збігався з торцем напрямної втулки клапана.
Встановити стрілочний індикатор (див. мал. 3.7) і виміряти зазор між напрямною втулкою та стрижнем клапана за величиною максимального відхилення головки клапана, яка не повинна перевищувати 0,5 мм.

У разі виявлення підвищеної величини зазору обробити напрямну втулку розгорткою з грибком (1, мал. 3.70) в залежності від діаметра стрижня клапана з комплекту пристроїв "00.4.210".

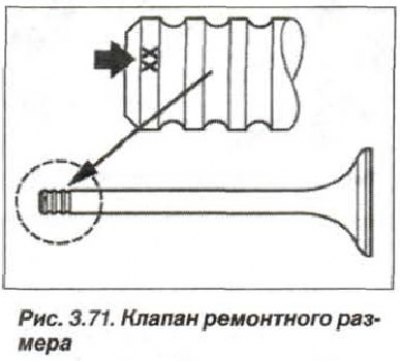
Притиснути напрямний грибок (1) до сідла клапана і обробити напрямну втулку клапана розгорткою в сухому стані, починаючи з камери згоряння. Повернути розгортку один раз з подачею вниз. Після обробки розгорткою необхідно притерти сідло клапана та встановити клапан зі стрижнем ремонтного розміру (мал. 3.71).
[Оригінальна стаття розміщена на ресурсі: BMWMAN.ru]