Внимание! Стержни впускных и выпускных клапанов имеют одинаковые диаметры, но различные диаметры тарелок, не перепутать их.
Проверку степени износа направляющей втулки клапана необходимо проводить в следующем порядке. Приготовить приспособление «00.4.210» и стрелочный индикатор на стойке.
Снять головку блока цилиндров и вынуть клапан. Удалить нагар с внутренней поверхности направляющей втулки.
Вставить новый клапан таким образом, чтобы торец стержня клапана совпадал с торцом направляющей втулки клапана.
Установить стрелочный индикатор (см. рис. 3.7) и измерить зазор между направляющей втулкой и стержнем клапана по величине максимального отклонения головки клапана, которая не должна превышать 0,5 мм.

В случае выявления повышенной величины зазора, обработать направляющую втулку разверткой с грибком (1, рис. 3.70) в зависимости от диаметра стержня клапана из комплекта приспособлений «00.4.210».

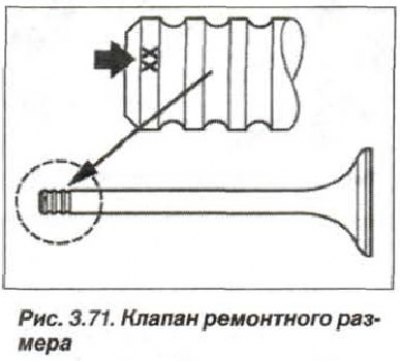
Прижать направляющий грибок (1) к седлу клапана и обработать направляющую втулку клапана разверткой в сухом состоянии, начиная со стороны камеры сгорания. Провернуть развертку один раз с подачей вниз. После обработки разверткой необходимо притереть седло клапана и установить клапан со стержнем ремонтного размера (рис. 3.71).