
Увага! Стрыжні впускных і выпускных клапанаў маюць аднолькавыя дыяметры, але розныя дыяметры талерак, не пераблытаць іх.
Праверку ступені зносу накіроўвалай утулкі клапана неабходна праводзіць у наступным парадку. Прыгатаваць прынаду "00.4.210" і стрелочный індыкатар на стойцы.
Зняць галоўку блока цыліндраў і выняць клапан. Выдаліць нагар з унутранай паверхні накіроўвалай утулкі.
Уставіць новы клапан такім чынам, каб тарэц стрыжня клапана супадаў з тарцом накіроўвалай утулкі клапана.
Усталяваць стрэлачны індыкатар (гл. мал. 3.7) і вымераць зазор паміж накіроўвалай утулкай і стрыжнем клапана па велічыні максімальнага адхіленні галоўкі клапана, якая не павінна перавышаць 0,5 мм.

У выпадку выяўлення падвышанай велічыні зазору, апрацаваць накіроўвалую ўтулку разгорткай з грыбком (1, мал. 3.70) у залежнасці ад дыяметра стрыжня клапана з камплекта прынад "00.4.210".

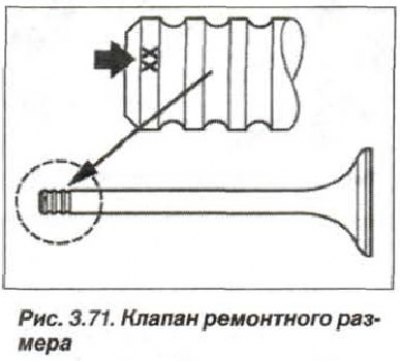
Прыціснуць накіравальны грыбок (1) да сядла клапана і апрацаваць накіравальную ўтулку клапана разгорткай у сухім стане, пачынальна са боку камеры згарання. Правярнуць разгортку адзін раз з падачай уніз. Пасля апрацоўкі разгорткай неабходна прыцерці сядло клапана і ўсталяваць клапан са стрыжнем рамонтнага памеру (мал. 3.71).
Першапачатковая версія знаходзіцца на партале BMWMan.ru