
Признаками дефекта прокладки головки цилиндров являются:
- потеря мощности двигателя.
- снижение уровня охлаждающей жидкости, белый дым выхлопных газов при разогретом двигателе.
- охлаждающая жидкость в масле двигателя. Уровень масла не снижается, а наоборот повышается. Серый цвет масла в двигателе, пена на маслоизмерительном стержне. Разжижение масла.
- маcло двигателя в охлаждающей жидкости, убывание масла.
- сильное бурление охлаждающей жидкости.
- отсутствие компрессии в двух соседних цилиндрах.
Снятие
Внимание: Некоторые работы подробнее описаны в разделе "Снятие и установка двигателя", поэтому рекомендуется также предварительно ознакомиться с этим разделом. Описание относится к двигателю М20. Дополнительные указания, а также моменты затяжки для двигателей М30 и М21 приведены в конце раздела.
Снять капот моторного отсека.
Слить охлаждающую жидкость
Отключить провода от аккумулятора.
Отсоединить тросы от рычага дроссельной заслонки. Отвернуть кронштейн.
Отсоединить впускной воздушный шланг.
Отсоединить разъемы расходомера воздуха и регулятора холостого хода.
Отсоединить водяные шланги от термостата.
Замаркировать липкой лентой и отсоединить топливные шланги.
Если имеется, отсоединить разъемные соединения под впускной трубой и снять шланг.
Отвернуть жгут проводов двигателя и отложить его в сторону.
Снять вентилятор.
Отсоединить шланг подогревателя под регулятором холостого хода, предварительно освободив и оттянув назад хомуты.
Вытащить маслоизмерительный стержень и отвернуть направляющую трубку от воздушного коллектора.
Снять зубчатый ремень.
Отсоединить от головки цилиндров шланг отопителя.
Снять крышку головки цилиндров.
Отжать вниз, преодолевая усилие пружины, трубку вентиляции картера под впускным коллектором и зафиксировать ее приспособлением BMW-111290. Для фиксации можно также воспользоваться соответствующей металлической или проволочной скобой.
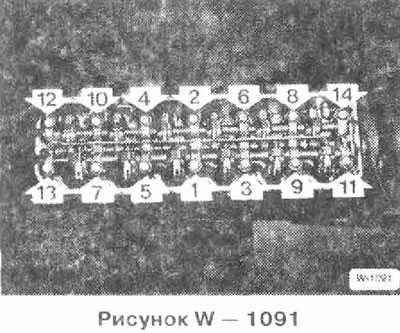
Отвернуть болты головки цилиндров в обратной последовательности, то есть с 14 по 1.
Внимание. Головка цилиндров может также крепится болтами с Torx-головками.
Снять головку цилиндров.
Внимание: Не ставить после снятия головку цилиндров на контактную поверхность, при этом могут быть повреждены полностью открытые клапаны. Поэтому головку цилиндров следует положить на 2 деревянные подкладки.
Установка
Перед установкой очистить головку цилиндров и блок цилиндров от остатков старого уплотнения. Не допускать попадания остатков уплотнения в отверстия цилиндров.
Закрыть отверстия цилиндров тряпками.
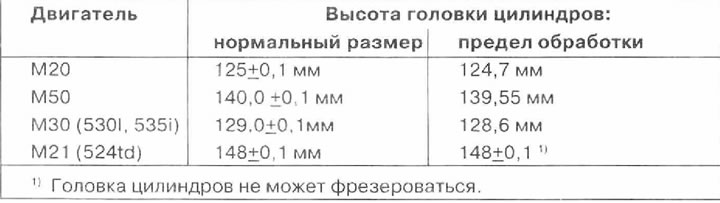
Обмерить плоскостность головки цилиндров и моторного блока стальной линейкой в продольном и поперечном направлениях и, если требуется, отфрезеровать (работа на станции обслуживания). См. табл.1.
Проверить головку цилиндров на отсутствие трещин, а ее рабочие поверхности — на отсутствие царапин.
Тщательно очистить отверстия под болты головки цилиндров от масла и прочих предметов.
Внимание: В углублениях не должно быть масла, так как в противном случае болты не будут полностью стягивать головку цилиндра, несмотря на то, что они будут затянуты требуемым моментом затяжки. Кроме того может треснуть моторный блок.
Обязательно заменить прокладку головки цилиндров.
Наложить новую прокладку без уплотняющей массы так, чтобы она не перекрывала отверстий.
Внимание: При отфрезерованной головке цилиндров может устанавливаться прокладка головки цилиндров нормальной толщины или толщиной на 0,3 мм больше в зависимости от высоты доработанной головки цилиндров. Благодаря установке более толстой прокладки предотвращается уменьшение объема камер сгорания.
Перед установкой головки цилиндра проверить, находится ли распределительный вал в положении верхней мертвой точки.
Поставить головку цилиндров. Для направления головки можно воспользоваться 2 старыми болтами головки цилиндров, предварительно спилив их головки и пропилив шлицы под отвертку.
Обязательно заменить и слегка смазать моторным маслом болты головки цилиндров.
Внимание: На двигателях М20 могли быть установлены обычные шестигранные болты, которые обязательно должны заменяться на болты с головками с внутренними шестигранниками.
Вставить и подтянуть вручную болты головки цилиндров, смазанные моторным маслом.
Внимание: Подтяжку болтов головки цилиндра производить очень аккуратно. Перед подтяжкой болтов произвести поверку точности динамометрического ключа. Кроме того для подтяжки болтов головки цилиндров требуется транспортир, например фирмы HAZET 6690, Если транспортира нет в распоряжении, поставить ключ на головку болта, приложить угольник к рукоятке ключа и отметить мелом нужный угол. Впоследствии рукоятку ключа за один проход поворачивать до отмеченной мелом линии.
Двигатель М20 (болты головки цилиндров с Torx-головками)
(Рисунок W — 1091)
- 1-й проход: динамометрическим ключом до момента затяжки 30 нм.
- 2-й проход: жестким ключом на 90° (¼ оборота).
- 3-й проход: жестким ключом на 90°.
Проверить отсутствие повреждений и растрескивания вентиляционной трубки и, если требуется, заменить ее. Снять приспособление BMW-111209 и проследить, чтобы трубка вернулась в правильное исходное положение.
Установить зубчатый ремень.
Надеть на головку цилиндров шланг отопителя и закрепить хомутом.
Привернуть направляющую трубку маслоизмерительного стержня и вставить стержень.
Установить шланг подогрева.
Установить вентилятор, обеспечив при этом правильное положение кожуха вентилятора в нижних направляющих планках.
Поставить и привернуть кабельную колодку.
Соединить круглый разъем, завернуть гайку с накатом.
Подсоединить водяные шланги к корпусу термостата и закрепить их хомутами.
Установить и натянуть клиновой ремень.
Подсоединить все водяные, топливные и вакуумные шланги и закрепить их хомутами.
Подключить электрические провода согласно сделанной маркировке.
Подсоединить тросы дроссельной заслонки, привернуть кронштейн.
Привернуть переднюю трубу глушителя к выпускному коллектору.
Установить крышку головки цилиндров.
Установить капот моторного отсека.
Подключить провода к аккумулятору.
Залить охлаждающую жидкость.
Проверить уровень масла в двигателе, при необходимости долить масло. Если головка цилиндров снималась для замены пробитой прокладки головки цилиндров, рекомендуется произвести замену масла с заменой масляного фильтра, так как в масло могла попасть охлаждающая жидкость.
Внимание: Болты головки цилиндров подтягивать не следует.
Двигатель М30
Снятие
Отвернуть опору впускного коллектора.
См. рисунок W — 1082
Отвернуть верхнюю крышку 1 коробки шестерен. Дополнительно изображенные детали:
Снять поршень натяжного устройства цепи.
Отвернуть от распределительного вала цепную звездочку. При этом поставить ключ и стронуть болты легкими ударами по рукоятке ключа.
См. рисунок W — 1030
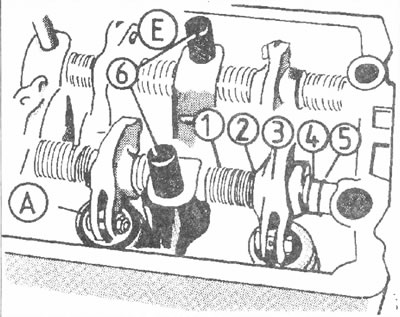
Вставить фиксирующие штифты 6 (BMW 111063), чтобы при отворачивании болтов головки цилиндров не проворачивались валы коромысел. Дополнительно изображенные детали:
- 1 Пружина
- 2 Шайба
- 3 Коромысло
- 4 Дистанционное кольцо
- 5 Распорное кольцо
- А Вал коромысел выпускных клапанов
- Е Вал коромысел впускных клапанов

Ansaugkrummer — Впускной коллектор
Abgaskrummer — Впускной коллектор
В последовательности с 14 по 1 сначала отвернуть болты головки цилиндров на ½ оборота, а затем вывернуть.
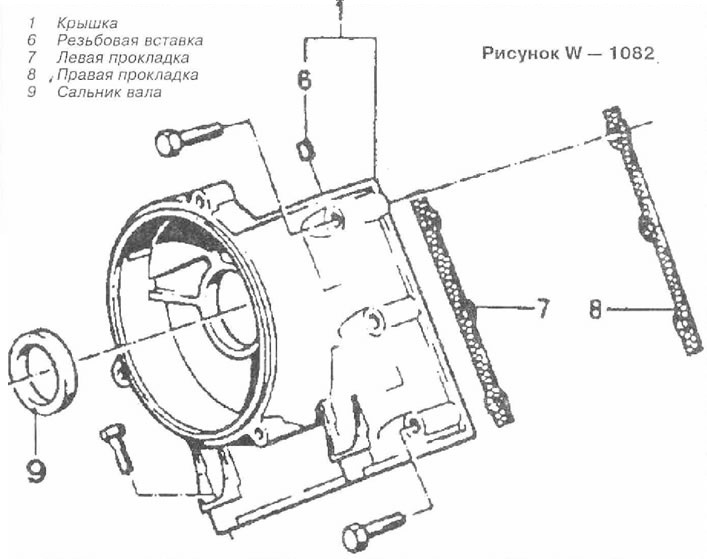
1 Крышка
6 Резьбовая вставка
7 Левая прокладка
8 Правая прокладка
9 Сальник вала
Установка
Внимание: Болты головки цилиндров затягиваются в последовательности с 1 по 14 за несколько проходов:Закрепить на фланце распределительного вала звездочку цепи с моментом затяжки 7 нм,
- 1-й проход: затяжка болтов с 1 по 6 до момента 60 нм: вынуть фиксирующие штифты затяжка болтов с 7 по 14 до момента 60 нм. После этого выждать 20 минут.
- 2-й проход: затяжка болтов динамометрическим ключом до момента 80 нм.
После 25 минут работы двигателя:
- 3-й проход: затяжка жестким ключом на 35 градусов.
Внимание: Цепь накладывать так, чтобы центрирующий штифт на звездочке располагался слева внизу при вертикальном расположении резьбовых отверстий.
Установить поршень натяжного устройства. При этом заворачивать болты М6 с моментом затяжки 10 нм, а болты М8 с моментом затяжки 22 нм.
Привернуть опору впускного коллектора.
Двигатель М21
Снятие
Слить масло из двигателя.
Снять расширительный бачок.
Снять турбонагнетатель.
Снять опору с воздухосборника и ослабить крепление на моторном блоке.
Отвернуть кронштейн от головки цилиндров.
Отсоединить провода от свечей накаливания.
Отвернуть маслоотделитель.
Отвернуть накидные гайки трубок впрыска на форсунках и снять топливный насос высокого давления. Для этого требуется специальный ключ HAZET 4550.
Закрыть отверстия защитными колпачками.
Снять крышку головки цилиндров.
Установить двигатель в положение верхней мертвой точки. Для этого перевести коробку передач в нейтраль, подтянуть ручной тормоз. Проворачивать ременной шкив коленчатого вала в направлении вращения двигателя до установки метки верхней мертвой точки напротив засечки на кожухе зубчатого ремня. При этом клапана цилиндра 6 должны пересекаться. Нумерация цилиндров производится с 1 по 6 спереди назад. Клапана пересекаются, когда распределительный вал находится в таком положении, что оба кулачка, соответствующие цилиндру 6, обращены вверх.
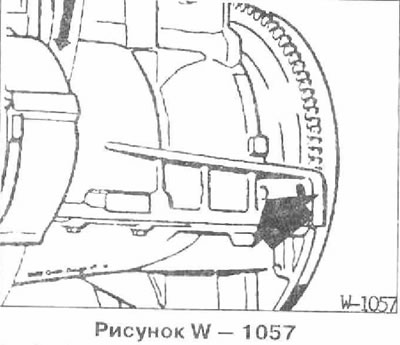
Зафиксировать коленчатый вал в положении верхней мертвой точки соответствующим стержнем. Для этого вставить стержень через отверстие -стрелка- в моторном блоке в отверстие в маховике.
Отвернуть кожух зубчатого ремня, предварительно сняв водяной шланг.
Ослабить натяжение зубчатого ремня и снять его с зубчатого шкива распределительного вала.
Ослабить болт зубчатого шкива распределительного вала.
Ослабить гайку и болт натяжного устройства.
(Рисунок W 1097) В последовательности с 14 по 1 сначала отвернуть болты головки цилиндров на ½ оборота, а затем вывернуть.
Установка
Положить новую прокладку головки цилиндров.
Внимание: В зависимости от высоты выступов поршней над поверхностью устанавливаются три различных по толщине прокладки. При замене прокладки обращать внимание на ее маркировку и устанавливать новую прокладку только с той же маркировкой. В качестве маркировки прокладки служат маркировочные отверстия.
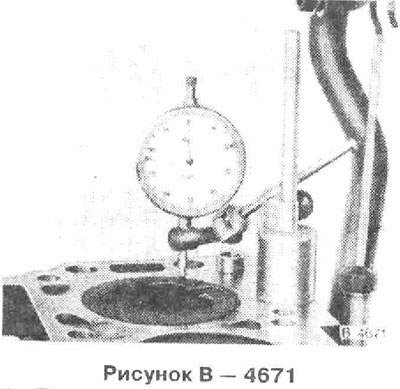
Проверить поршни и клапана на отсутствие износа и .если требуется, заменить. Если следы износа невелики, то достаточно установить более толстую прокладку. Для этого требуется измерить выступы поршней стрелочным индикатором.
Толщина головки цилиндров:
- 1 отверстие толщина 1,55 мм
- 2 отверстия толщина 1,68 мм
- 3 отверстий толщина 1,87 мм
Внимание: Болты головки цилиндров затягиваются в последовательности с 1 по 14 (Рисунок W — 1097) за три прохода:
- 1-й проход: затяжка болтов динамометрическим ключом до момента 50 нм
- 2-й проход: затяжка жестким ключом болтов с 1 по 10 на 90°, болтов с 11 по 14 на 73°.
После 15 минут работы двигателя:
- 3-й проход: затяжка жестким ключом на 90 градусов.
Отрегулировать зазоры клапанов.
Проверить момент подачи топливного насоса высокого давления.
Наложить и натянуть зубчатый ремень.
Привернуть кожух зубчатого ремня, не затягивая болтов. Болты затянуть только после установки крышки головки цилиндров.
Установить крышку головки цилиндров.
Внимание: Вытащить фиксирующий стержень.
Поставить топливные трубки, затянуть накидные гайки моментом 20 нм. При неплотностях затянуть гайки до 25 нм.
Привернуть маслоотделитель с моментом затяжки 17 нм, предварительно проверив целостность и при необходимости заменив уплотнительное кольцо.
Привернуть кронштейн к головке цилиндров.
Привернуть провода к свечам накаливания.
Привернуть опору к воздухосборнику и моторному блоку.
Установить турбонагнетатель.
Установить расширительный бачок.
Залить масло в двигатель.