
- Главная
- БМВ Х5
- E53
- Бензиновый двигатель M62
- Ремонт двигателя
- Головка блока цилиндров — описание конструкции
Головка блока цилиндров — описание конструкции (BMW X5 E53)
Конструктивное исполнение головки блока цилиндров приведено на рис. 4.5 и рис. 4.6.
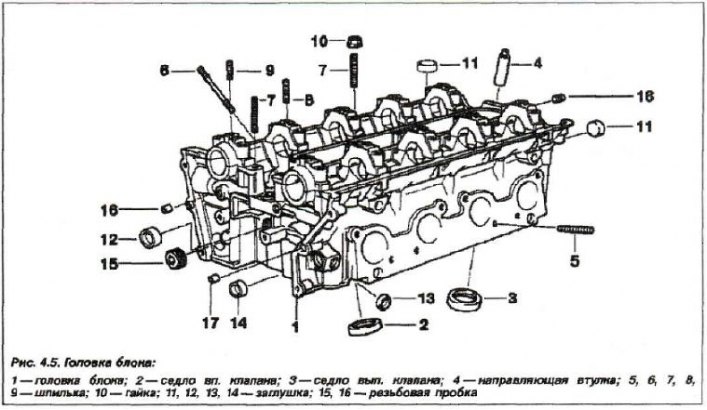
Головка цилиндров (рис. 4.5) отлита из алюминиевого сплава. В ней установлено два распределительных вала на подшипниках скольжения, впускные и выпускные клапаны со своими пружинами закрытия. Клапаны перемещаются в запрессованных направляющих. Седла клапанов запрессованы в головку блока цилиндров. Угол развала клапанов 39,5°. Привод клапанов осуществляется кулачками распределительных валов через цилиндрические гидравлические толкатели (гидротолкатели), клапанные зазоры компенсируются автоматически и их регулировка отпадает. В головке цилиндров выполнены масляные каналы для снабжения гидротолкателей и других элементов маслом.
Допустимое коробление (неплоскостностъ) сопрягаемой поверхности головки с блоком цилиндров для всех двигателей не более – 0,03 мм.
Номинальная/минимальная высота головки блока цилиндров двигателей серии «М62» 140,0/139,70 мм соответственно.
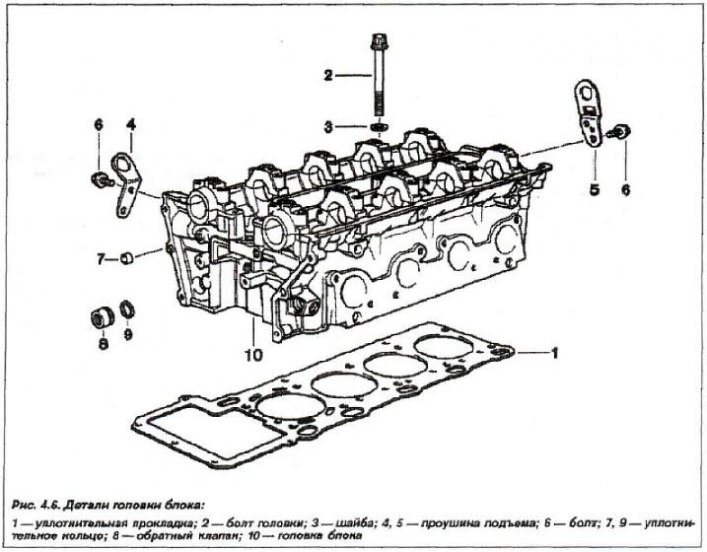
Прокладка (1, рис. 4.6) головки блока цилиндров изготовлена из синтетических материалов (безасбестовая) с металлической окантовкой отверстий под цилиндры.
Прокладка устанавливается меткой «Oben» («Верх») к головке блока цилиндров. Толщина новой прокладки 1,2 мм.
После шлифования головки блока цилиндров на двигатель устанавливать прокладку ремонтного размера, толщиной 1,5 мм (+0,3 мм).
Седла клапанов (см. рис. 3.5) изготовлены из аустенитной стали, полученной методом порошковой металлургии, и замене не подлежат.

1 - угол рабочей фаски; 2 - внешний угол коррекции; 3 - внутреннии угол коррекции, 4 - кружный диаметр опорной поверхности седла клапана; 5-ширина рабочей фаски седла клапана
При выявлении следов подгорания или износа, не поддающихся удалению шлифованием, головка цилиндров заменяется целиком. При этом необходимо выдержать максимально допустимый размер. Если этот размер будет превышен, то нарушается надежность компенсации зазоров при работе гидротолкателей. Седло клапана притирается (ремонтируется) до получения надежного пятна клапана. Седла клапанов имеют дополнительное сужение – угол внешней коррекции, и при обработке необходимо выдержать его – 15°.
Технология выполнения притирки седел клапанов для всех бензиновых двигателей идентична.
Направляющие втулки клапанов изготовлены из специального латунного сплава на основе бронзы и запрессованы в головку блока цилиндров. Параметры направляющих втулок впускных и выпускных клапанов одинаковы. Проверку зазора проводить с использованием приспособления (см. рис. 3.7).

Максимально допустимый зазор (при эксплуатации), между стержнем клапана и направляющей втулкой замеряется по максимальному смещению головки клапана при нахождении штока клапана вровень с верхним краем направляющей. При этом:
Внутренний диаметр, мм:
Допуск исполнения – от 0,00 до + 0,015
Максимальный зазор стержень/втулка – 0,50
Клапаны представляют собой закаленные стержни, изготовленные из специальной коррозионностойкой стали с хромированием, и располагаются в головке блока V-образно, под углом 39,5°. Приводятся в действие кулачками впускного и выпускного распределительных валов верхнего расположения через гидравлические толкатели. Система привода выполнена по схеме DOHC. Параметры клапанов двигателей приведены в таблице.
Минимальная высота цилиндрической части тарелки клапана «b» (см. рис. 5.6) – 0,5 мм.
От состояния клапанного механизма зависит один из основных показателей износа двигателя – величина компрессии в его цилиндрах, которая проверяется специальным прибором – компрессометром (см. рис. 3.31), устанавливаемым в отверстие свечи зажигания.
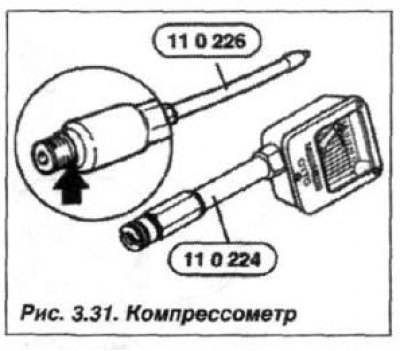
Правила его установки и снятия замеров приведены в инструкции на прибор и описаны ниже. Показание прибора для нового двигателя – 12–14 бар (кгс/см²), при предельном износе, эта величина должна быть не менее – 10,0 бар. Разница в давлении между цилиндрами одного двигателя не должна превышать 1,5 бар. Если разница более 1,5 бар или давление менее 10,0 бар, то это свидетельствует о повышенной изношенности поршневых колец, зеркал цилиндров, клапанов. Такой двигатель подлежит снятию и ремонту.
* Методика измерения приведена на рис. 3.7.

Пружины клапанов (см. рис. 4.12) предназначены для обеспечения герметичной посадки клапанов на седла.
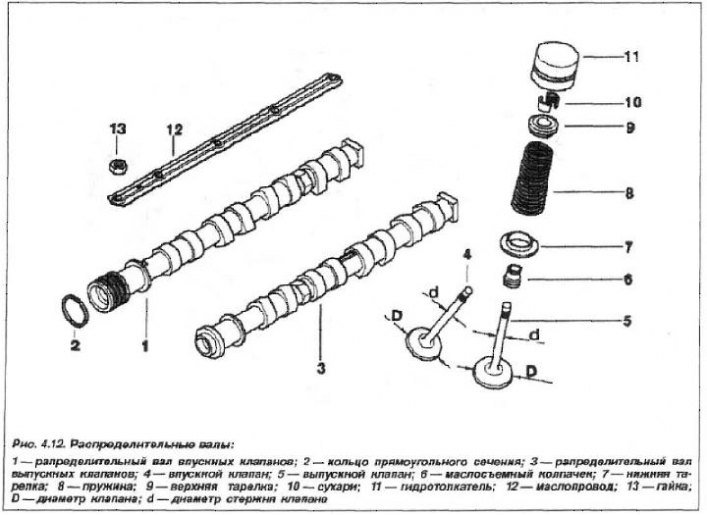
Каждый впускной и выпускной клапан имеет одну пружину сложной формы – цилиндрическо-конической. Пружины идентичны как для впускных, так и для выпускных клапанов.
Гидравлические толкатели устанавливаются непосредственно в теле головки блока цилиндров. Привод клапанов осуществляется кулачками распределительного вала через плунжеры гидравлических толкателей. Зазоры в механизме привода клапанов компенсируются автоматически гидравлическими толкателями. Конструкция и принцип действия этих гидротолкателей аналогичен двигателю М54 (см. рис. 3.9).
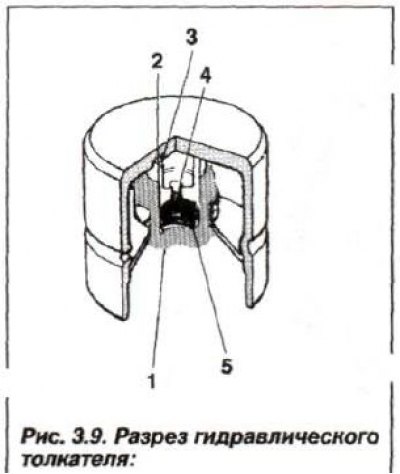
1 - цилиндр толкателя; 2 - паз; 3 - плунжер; 4 - обратный клапан; 5 - пружина
Свободный ход поршней толкателей не более 0,1 мм.
Головка цилиндров (рис. 4.5) отлита из алюминиевого сплава. В ней установлено два распределительных вала на подшипниках скольжения, впускные и выпускные клапаны со своими пружинами закрытия. Клапаны перемещаются в запрессованных направляющих. Седла клапанов запрессованы в головку блока цилиндров. Угол развала клапанов 39,5°. Привод клапанов осуществляется кулачками распределительных валов через цилиндрические гидравлические толкатели (гидротолкатели), клапанные зазоры компенсируются автоматически и их регулировка отпадает. В головке цилиндров выполнены масляные каналы для снабжения гидротолкателей и других элементов маслом.
Допустимое коробление (неплоскостностъ) сопрягаемой поверхности головки с блоком цилиндров для всех двигателей не более – 0,03 мм.
Номинальная/минимальная высота головки блока цилиндров двигателей серии «М62» 140,0/139,70 мм соответственно.
Прокладка головки блока цилиндров
Прокладка (1, рис. 4.6) головки блока цилиндров изготовлена из синтетических материалов (безасбестовая) с металлической окантовкой отверстий под цилиндры.
Прокладка устанавливается меткой «Oben» («Верх») к головке блока цилиндров. Толщина новой прокладки 1,2 мм.
После шлифования головки блока цилиндров на двигатель устанавливать прокладку ремонтного размера, толщиной 1,5 мм (+0,3 мм).
Седла клапанов
Седла клапанов (см. рис. 3.5) изготовлены из аустенитной стали, полученной методом порошковой металлургии, и замене не подлежат.
1 - угол рабочей фаски; 2 - внешний угол коррекции; 3 - внутреннии угол коррекции, 4 - кружный диаметр опорной поверхности седла клапана; 5-ширина рабочей фаски седла клапана
При выявлении следов подгорания или износа, не поддающихся удалению шлифованием, головка цилиндров заменяется целиком. При этом необходимо выдержать максимально допустимый размер. Если этот размер будет превышен, то нарушается надежность компенсации зазоров при работе гидротолкателей. Седло клапана притирается (ремонтируется) до получения надежного пятна клапана. Седла клапанов имеют дополнительное сужение – угол внешней коррекции, и при обработке необходимо выдержать его – 15°.
Технология выполнения притирки седел клапанов для всех бензиновых двигателей идентична.
Характеристики седел клапанов
| Параметры | Седло клапана | |
| впускного | выпускного | |
| Диаметр седла клапана, мм | ||
| – номинальный | 34,5 | 30,0 |
| – допуск | от 0,00 до 0,025 | |
| Угол рабочей фаски, град | 45 | 45 |
| Угол коррекции, внешний | 15 | 15 |
| Угол коррекции, внутренний | 60 | 60 |
| Ширина рабочей фаски (В44), мм | 1,25±0,25 | 1,65±0,35 |
| Ширина рабочей фаски (В46), мм | 0,95±0,30 | 1,50±0,35 |
Направляющие втулки клапанов
Направляющие втулки клапанов изготовлены из специального латунного сплава на основе бронзы и запрессованы в головку блока цилиндров. Параметры направляющих втулок впускных и выпускных клапанов одинаковы. Проверку зазора проводить с использованием приспособления (см. рис. 3.7).
Максимально допустимый зазор (при эксплуатации), между стержнем клапана и направляющей втулкой замеряется по максимальному смещению головки клапана при нахождении штока клапана вровень с верхним краем направляющей. При этом:
Внутренний диаметр, мм:
- номинальный — 6,00
- 1-й ремонтный размер — 6,10
- 2-й ремонтный размер — 6,20
Допуск исполнения – от 0,00 до + 0,015
Максимальный зазор стержень/втулка – 0,50
Клапаны
Клапаны представляют собой закаленные стержни, изготовленные из специальной коррозионностойкой стали с хромированием, и располагаются в головке блока V-образно, под углом 39,5°. Приводятся в действие кулачками впускного и выпускного распределительных валов верхнего расположения через гидравлические толкатели. Система привода выполнена по схеме DOHC. Параметры клапанов двигателей приведены в таблице.
Минимальная высота цилиндрической части тарелки клапана «b» (см. рис. 5.6) – 0,5 мм.
От состояния клапанного механизма зависит один из основных показателей износа двигателя – величина компрессии в его цилиндрах, которая проверяется специальным прибором – компрессометром (см. рис. 3.31), устанавливаемым в отверстие свечи зажигания.
Правила его установки и снятия замеров приведены в инструкции на прибор и описаны ниже. Показание прибора для нового двигателя – 12–14 бар (кгс/см²), при предельном износе, эта величина должна быть не менее – 10,0 бар. Разница в давлении между цилиндрами одного двигателя не должна превышать 1,5 бар. Если разница более 1,5 бар или давление менее 10,0 бар, то это свидетельствует о повышенной изношенности поршневых колец, зеркал цилиндров, клапанов. Такой двигатель подлежит снятию и ремонту.
Параметры клапанов двигателей
| Параметры клапана | Модель двигателя | |
| М62В44 | М62В46 | |
| Впускные клапаны | ||
| Диаметр тарелки, мм | 35,00 | 35,00 |
| Допуск на диаметр головки, мм | от 0,00 до -0,016 | |
| Диаметр стержня, мм | ||
| – номинальный | 6,00 | |
| – 1-й ремонтный | 6,10 | |
| – 2-й ремонтный | 6,20 | |
| – допуск исполнения | от -0,025 до -0,040 | |
| Зазор между направляющими втулками и стержнями клапанов, мм* | 0,5 | |
| Выпускные клапаны | ||
| Диаметр головки, мм | 30,50 | 30,50 |
| Допуск на диаметр головки, мм | от 0,00 до -0,016 | |
| Диаметр стержня, мм | ||
| – номинальный | 6,00 | |
| – 1-й ремонтный | 6,10 | |
| – 2-й ремонтный | 6,20 | |
| – допуск исполнения | от -0,045 до -0,055 | |
| Зазор между направляющими втулками и стержнями клапанов, мм* | 0,5 | |
* Методика измерения приведена на рис. 3.7.
Пружины клапанов
Пружины клапанов (см. рис. 4.12) предназначены для обеспечения герметичной посадки клапанов на седла.
Каждый впускной и выпускной клапан имеет одну пружину сложной формы – цилиндрическо-конической. Пружины идентичны как для впускных, так и для выпускных клапанов.
ГидравлиЧеские толкатели
Гидравлические толкатели устанавливаются непосредственно в теле головки блока цилиндров. Привод клапанов осуществляется кулачками распределительного вала через плунжеры гидравлических толкателей. Зазоры в механизме привода клапанов компенсируются автоматически гидравлическими толкателями. Конструкция и принцип действия этих гидротолкателей аналогичен двигателю М54 (см. рис. 3.9).
1 - цилиндр толкателя; 2 - паз; 3 - плунжер; 4 - обратный клапан; 5 - пружина
Свободный ход поршней толкателей не более 0,1 мм.
Эта статья доступна на английском, болгарском, белорусском, украинском, сербском, хорватском, румынском, польском, словацком, венгерском
Статья проверена: Журавлёва Изольда
Поделитесь информацией:
Предыдущие статьи
БМВ E53: Ремонт двигателя
Следующие статьи
Похожие статьи других типов автомобилей БМВ:
Характеристики блока цилиндров BMW 3 Series E21 (1975-1983)
Головка цилиндров — снятие, осмотр и установка BMW 3 Series E46 (1998-2006, бензин)
Спецификации блока цилиндров BMW 5 Series E12 (1972-1981)
Очистка блока цилиндров BMW 5 Series E28 (1981-1988)
Головка блока цилиндров — снятие и установка замена прокладки BMW 7 Series E32 (1986-1994)
Головка блока цилиндров BMW X3 E83 (2003-2010)
Характеристики блока цилиндров BMW 3 Series E21 (1975-1983)
Головка цилиндров — снятие, осмотр и установка BMW 3 Series E46 (1998-2006, бензин)
Спецификации блока цилиндров BMW 5 Series E12 (1972-1981)
Очистка блока цилиндров BMW 5 Series E28 (1981-1988)
Головка блока цилиндров — снятие и установка замена прокладки BMW 7 Series E32 (1986-1994)
Головка блока цилиндров BMW X3 E83 (2003-2010)
Ссылка в разных форматах на эту страницу
Комментарии посетителей
Комментариев пока нет
- Общая информация
- Руководство по эксплуатации
- Техническое обслуживание
- Бензиновый двигатель M54
- Ремонт двигателя
- Система смазки
- Система охлаждения
- Система питания
- Система впрыска
- Выхлопная система
- Электрика двигателя
- Бензиновый двигатель M62
- Ремонт двигателя
- Система смазки
- Система охлаждения
- Система питания
- Выхлопная система
- Электрика двигателя
- Бензиновый двигатель N62
- Ремонт двигателя
- Система охлаждения и смазки
- Система питания и выпуска
- Электрика двигателя
- Дизельный двигатель М57
- Ремонт двигателя
- Система смазки
- Система охлаждения
- Система питания и выпуска
- Электрика двигателя
- Система турбонаддува
- Трансмиссия
- Сцепление
- Механическая коробка
- Автоматическая коробка
- Раздаточная коробка и кардан
- Шасси
- Тормозная система
- Рулевое управление
- Передняя подвеска
- Задняя подвеска
- Колеса и шины
- Кузов
- Экстерьер
- Интерьер
- Двери и окна
- Ремонт и уход
- Отопитель и кондиционер
- Электрооборудование
- Оборудование и приборы
- Рычаги и переключатели
- Электрические схемы
Анекдот про автомобили:
хочу ещё анекдот