
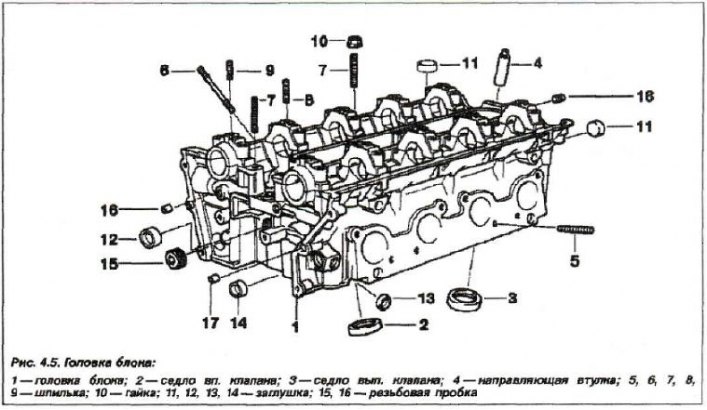
глава цилиндра (пиринач. 4.5) ливено од легуре алуминијума. Има две брегасте осовине на клизним лежајевима, усисне и издувне вентиле са сопственим опругама за затварање. Вентили се крећу у притиснутим вођицама. Седишта вентила су утиснута у главу цилиндра. Угао нагиба је 39,5°. Вентили се покрећу брегастим осовинама кроз цилиндричне хидрауличне славине (хидрауличне потискиваче), зазори вентила се аутоматски компензују и нема потребе за њиховим подешавањем. Уљни канали су направљени у глави цилиндра за снабдевање хидрауличних потискивача и других елемената уљем.
Дозвољено искривљење (спљоштеност) површина спајања главе са блоком цилиндра за све моторе није већа од - 0,03 мм.
Мотори серије номиналне/минималне висине главе «М62» 140,0 / 139,70 мм респективно.
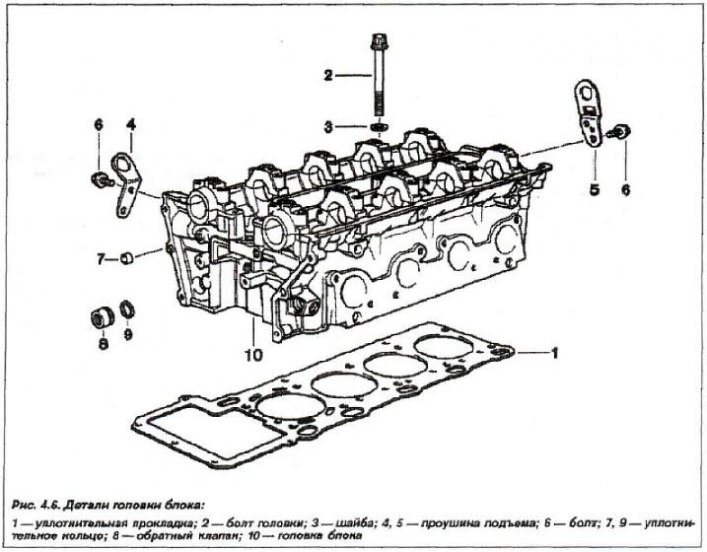
Заптивач главе мотора
Пад (1, сл. 4.6) глава цилиндра од синтетичких материјала (без азбеста) са металним ивичним отворима за цилиндре.
Заптивка се поставља са етикетом «Oben» («Врх») до главе цилиндра. Дебљина нове заптивке је 1,2 мм.
Након брушења главе цилиндра, уградите заптивку величине за поправку на мотор, дебљине 1,5 мм (+0,3 мм).
седишта вентила
седишта вентила (види сл. 3.5) израђени су од аустенитног челика за прах металургије и не могу се заменити.

1 - угао радне ивице; 2 - спољашњи угао корекције; 3 - унутрашњи угао корекције, 4 - кружни пречник лежајне површине седишта вентила; 5-ширина радне косине седишта вентила
Ако постоје знаци сагоревања или хабања који се не могу уклонити брушењем, мења се цела глава цилиндра. У овом случају, потребно је одржати максималну дозвољену величину. Ако је ова величина прекорачена, онда је нарушена поузданост компензације зазора током рада хидрауличних потискивача. Седиште вентила је преклопљено (се поправља) док се не добије поуздано место вентила. Седишта вентила имају додатно сужење - угао екстерне корекције, а током обраде потребно га је одржавати - 15°.
Технологија преклапања седишта вентила је идентична за све бензинске моторе.
Спецификације седишта вентила
| Параметри | Седиште вентила | |
| улаз | пром | |
| Пречник седишта вентила, мм | ||
| - номинална | 34,5 | 30,0 |
| - пријем | од 0,00 до 0,025 | |
| Радни угао скошења, степени | 45 | 45 |
| Угао корекције, спољашњи | 15 | 15 |
| Угао корекције, унутрашњи | 60 | 60 |
| Цхамфер Видтх (Б44), мм | 1,25±0,25 | 1,65±0,35 |
| Цхамфер Видтх (Б46), мм | 0,95±0,30 | 1,50±0,35 |
Водилице вентила
Водилице вентила су направљене од специјалне легуре месинга на бази бронзе и утиснуте су у главу цилиндра. Параметри водећих чаура усисног и издувног вентила су исти. Проверите празнину помоћу алата (види сл. 3.7).

Максимални дозвољени размак (током рада), између стабла вентила и вођице, мери се максималним померањем главе вентила када је вретено вентила у равни са горњом ивицом вођице. У чему:
Унутрашњи пречник, мм:
- номинално - 6,00
- 1. величина поправке - 6.10
- 2. величина поправке - 6,20
Толеранција извршења - од 0,00 до + 0,015
Максимални зазор стабљике / рукава - 0,50
вентили
Вентили су каљене шипке од специјалног нерђајућег челика са хромираним лимом, а налазе се у глави блока у облику слова В, под углом од 39,5°. Покрећу их усисне и издувне брегасте осовине преко хидрауличних вентила. Погонски систем је направљен према DOHC шеми. Параметри вентила мотора дати су у табели.
Минимална висина цилиндричног дела диска вентила «b» (види сл. 5.6) - 0,5 мм.
Један од главних показатеља хабања мотора зависи од стања механизма вентила - количине компресије у његовим цилиндрима, која се проверава посебним уређајем - компресијским мерачем (види сл. 3.31), уграђен у отвор за свећицу.
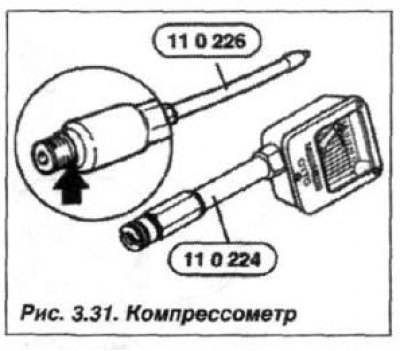
Правила за његову инсталацију и мерење су дата у упутствима за уређај и описана су у наставку. Очитавање инструмента за нови мотор - 12-14 бара (кгф/цм2), при граничном хабању, ова вредност мора бити најмање - 10,0 бара. Разлика у притиску између цилиндара истог мотора не сме бити већа од 1,5 бара. Ако је разлика већа од 1,5 бара или је притисак мањи од 10,0 бара, онда то указује на повећано хабање клипних прстенова, огледала цилиндра, вентила. Такав мотор се мора уклонити и поправити.
Параметри вентила мотора
| Параметри вентила | Модел мотора | |
| М62В44 | М62В46 | |
| Улазни вентили | ||
| Пречник плоче, мм | 35,00 | 35,00 |
| Толеранција пречника главе, мм | од 0,00 до -0,016 | |
| Пречник шипке, мм | ||
| - номинална | 6,00 | |
| – 1. поправка | 6,10 | |
| – 2. поправка | 6,20 | |
| - дозвола за извођење | -0,025 до -0,040 | |
| Размак између водилице и стабла вентила, мм* | 0,5 | |
| Издувни вентили | ||
| Пречник главе, мм | 30,50 | 30,50 |
| Толеранција пречника главе, мм | од 0,00 до -0,016 | |
| Пречник шипке, мм | ||
| - номинална | 6,00 | |
| – 1. поправка | 6,10 | |
| – 2. поправка | 6,20 | |
| - дозвола за извођење | -0,045 до -0,055 | |
| Размак између водилице и стабла вентила, мм* | 0,5 | |
* Поступак мерења је приказан на сл. 3.7.

Опруге вентила
Опруге вентила (види сл. 4.12) дизајнирани су да обезбеде херметичко приањање вентила на седла.
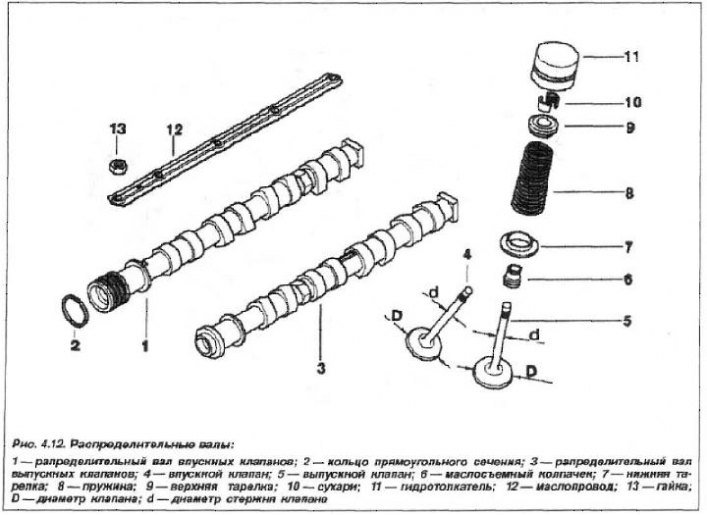
Сваки улазни и излазни вентил има једну опругу сложеног облика - цилиндрично-конусну. Опруге су идентичне и за усисне и за издувне вентиле.
хидрауличне славине
Хидрауличне славине се уграђују директно у тело главе цилиндра. Вентили се покрећу брегастим осовинама кроз хидрауличне клипове. Зазори у погонском механизму вентила се аутоматски компензују хидрауличним вентилима. Дизајн и принцип рада ових хидрауличних потискивача је сличан мотору М54 (види сл. 3.9).
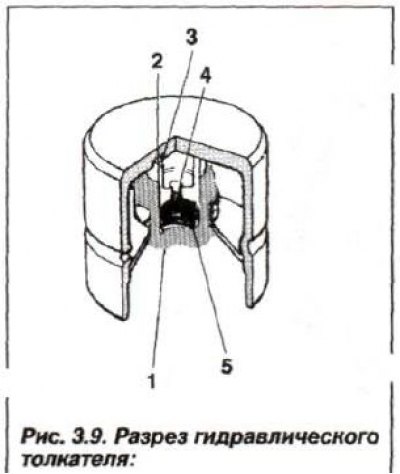
1 - потисни цилиндар; 2 - жлеб; 3 - клип; 4 - неповратни вентил; 5 - опруга
Слободни ход потисних клипова није већи од 0,1 мм.