
- Principal
- BMW 3 Series
- E21
- Motor cu 6 cilindri
- Reparatie motor
- Caracteristicile chiulasei
Caracteristicile chiulasei (BMW 3 Series E21)
Chiulasa este turnata din aliaj de aluminiu. Capul conține trei camere de ardere sferice. Scaunele supapelor și bucșele de ghidare sunt presate în chiulasă. Înălțimea chiulasei, mm: 125,1 ±0,1.
Reducerea înălțimii chiulasei în timpul șlefuirii, mm. nu mai mult de: 0,3.
Grosimea garniturii în stare liberă, mm: 1,2.
Scaunele supapelor sunt de tip insert. După răcire la o temperatură de minus 70°, scaunele sunt presate în chiulasă, încălzite la o temperatură de 220-250°C.
Ghidajele supapelor sunt din fontă și sunt presate în chiulasă.
Parametrii bucșelor de ghidare a supapelor de admisie și evacuare sunt aceiași. Ghidajele supapelor sunt presate în chiulasa, încălzite la 220-250°C.
Supapele sunt realizate din oțel și sunt amplasate în chiulasă în formă de V. Tijele supapelor sunt cromate.
Distanța dintre culbutorul și tija supapei este reglată prin rotirea excentricului cu o piuliță de blocare situată pe culbutorul.
Distanța normală dintre excentric și capătul tijei supapei, măsurată cu un calibre la un motor rece, este de 0,25 mm pentru supapele de admisie și evacuare.
Fiecare supapă de intrare și de evacuare este echipată cu un arc. Arcurile supapelor sunt instalate cu marca de culoare în jos, spre chiulasa.
Culbutorii sunt din aliaj ușor și sunt aceleași atât pentru supapele de admisie, cât și pentru cele de evacuare. Punctele de contact dintre culbutorii și camele arborelui cu came sunt realizate din fontă de înaltă duritate. Diametrul alezării chiulasei pentru axele culbutorului, mm: 17,5+0,0430.
Diametrul orificiului culbutorului fără bucșă, mm: 20+0,0210.
Diametrul găurii bucșei culbutorului, mm: 17,5+0,0180.
Diametrul axei culbutorului: 17,5-0,016-0,034.
Distanța de instalare a axelor culbutorului în chiulasă, mm: 0,016-0,077.
Reducerea înălțimii chiulasei în timpul șlefuirii, mm. nu mai mult de: 0,3.
Grosimea garniturii în stare liberă, mm: 1,2.
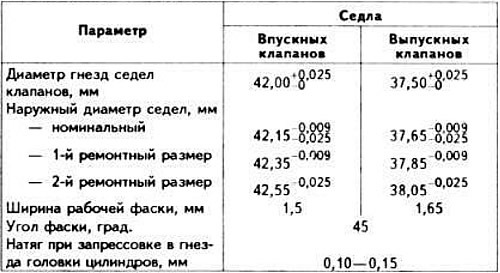
Scaunele supapelor
Scaunele supapelor sunt de tip insert. După răcire la o temperatură de minus 70°, scaunele sunt presate în chiulasă, încălzite la o temperatură de 220-250°C.
Caracteristicile scaunului supapei
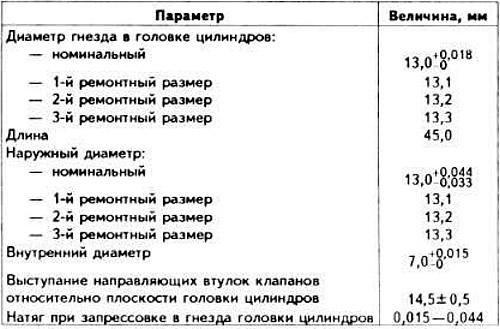
Bucșe de ghidare a supapelor
Ghidajele supapelor sunt din fontă și sunt presate în chiulasă.
Parametrii bucșelor de ghidare a supapelor de admisie și evacuare sunt aceiași. Ghidajele supapelor sunt presate în chiulasa, încălzite la 220-250°C.
Caracteristicile bucșei de ghidare a supapei
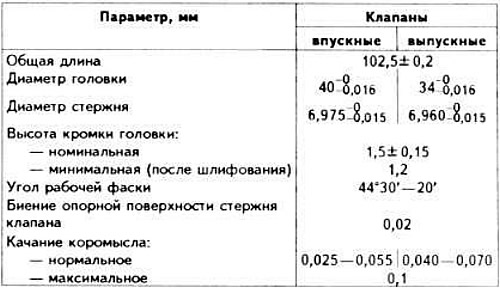
Supape
Supapele sunt realizate din oțel și sunt amplasate în chiulasă în formă de V. Tijele supapelor sunt cromate.
Distanța dintre culbutorul și tija supapei este reglată prin rotirea excentricului cu o piuliță de blocare situată pe culbutorul.
Caracteristicile supapei
Spații libere în mecanismul de antrenare a supapei
Distanța normală dintre excentric și capătul tijei supapei, măsurată cu un calibre la un motor rece, este de 0,25 mm pentru supapele de admisie și evacuare.
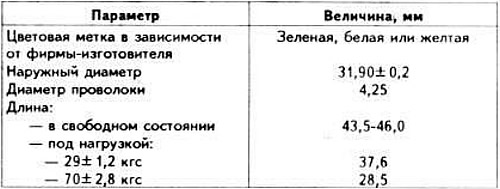
Arcuri de supape
Fiecare supapă de intrare și de evacuare este echipată cu un arc. Arcurile supapelor sunt instalate cu marca de culoare în jos, spre chiulasa.
Caracteristicile arcului supapei
Culbutori de antrenare a supapei
Culbutorii sunt din aliaj ușor și sunt aceleași atât pentru supapele de admisie, cât și pentru cele de evacuare. Punctele de contact dintre culbutorii și camele arborelui cu came sunt realizate din fontă de înaltă duritate. Diametrul alezării chiulasei pentru axele culbutorului, mm: 17,5+0,0430.
Diametrul orificiului culbutorului fără bucșă, mm: 20+0,0210.
Diametrul găurii bucșei culbutorului, mm: 17,5+0,0180.
Diametrul axei culbutorului: 17,5-0,016-0,034.
Distanța de instalare a axelor culbutorului în chiulasă, mm: 0,016-0,077.
Acest articol este disponibil la adresa rusă, engleză, bulgară, belarusă, ucraineană, sârbă, croată, poloneză, slovacă, maghiară
Articol verificat: Polikarpov Saveliy
Partajați informații:
Articole anterioare
БМВ E21: Reparatie motor
Articole urmatoare
Articole similare despre alte tipuri de mașini BMW:
Specificații chiulasei BMW 5 Series E12 (1972-1981)
Demontare și instalare chiulasei — motoare M20, M21, M30 BMW 5 Series E34 (1988-1996)
Capacul chiulasei — Demontare și instalare BMW 7 Series E32 (1986-1994)
Demontare și instalare capacului chiulasei BMW 7 Series E38 (1994-2001)
Demontare și instalare chiulasei BMW X3 E83 (2003-2010)
Înlocuirea garniturii capacului chiulasei BMW X5 E53 (1999-2006)
Specificații chiulasei BMW 5 Series E12 (1972-1981)
Demontare și instalare chiulasei — motoare M20, M21, M30 BMW 5 Series E34 (1988-1996)
Capacul chiulasei — Demontare și instalare BMW 7 Series E32 (1986-1994)
Demontare și instalare capacului chiulasei BMW 7 Series E38 (1994-2001)
Demontare și instalare chiulasei BMW X3 E83 (2003-2010)
Înlocuirea garniturii capacului chiulasei BMW X5 E53 (1999-2006)
Link în diferite formate către această pagină
Comentariile vizitatorilor
Niciun comentariu încă
- Informații generale
- Manual
- Întreținere
- Unitate de putere
- Reparatie motor
- Sistem de răcire
- Sistem de alimentare (benzină)
- Sistem de injectie (benzina)
- Sistem de alimentare (diesel)
- Sistem de evacuare
- Sistem de aprindere
- Sisteme de încărcare și lansare
- Transmitere
- Cutie de viteze
- Ambreiaj și arbori de transmisie
- Şasiu
- Sistem de franare
- Suspensie fata si spate
- Sistemul de directie
- Caroseria
- Îngrijirea și repararea corpului
- Exterior
- Interior
- Echipament electric
- Depanare
- Iluminare si semnalizare
- Echipamente și dispozitive
- Incalzitor si aer conditionat
- Circuite electrice
- Informații generale
- Manual
- Reparatie pe drum
- Verificări săptămânale
- Întreținere
- Depanare
- Unitate de putere
- Motoare cu 4 cilindri
- Motoare cu 6 cilindri
- Revizia motorului
- Răcire și încălzire
- Sistem de combustibil și evacuare
- Sistem de pornire și încărcare
- Sistem de aprindere
- Transmitere
- Ambreiaj
- Cutie mecanică
- Cutie automata
- Cardan și arbori de transmisie
- Şasiu
- Sistem de franare
- Suspensie roți
- Sistemul de directie
- Caroseria
- Exterior
- Interior
- Echipament electric
- Echipamente și dispozitive
- Circuite electrice
- Informații generale
- Întreținere
- Unitate de putere
- Reparatie motor
- Sistem de răcire
- Sistem de aprindere
- Sistem de alimentare
- Sistem de injecție de combustibil
- Sistem de evacuare
- Transmitere
- Ambreiaj
- Cutie de viteze
- Axa fata si spate
- Şasiu
- Sistemul de directie
- Sistem de franare
- Caroseria
- Exterior
- Interior
- Echipament electric
- Sistem de incalzire
- Echipamente și dispozitive
- Dispozitive de alimentare
- Circuite electrice
- Unitate de putere
- Motor M10/M20
- Motor M40
- Sistem de aprindere
- Sistem de lubrifiere
- Sistem de răcire
- Sistem de alimentare
- Injecție de combustibil
- Sistem de evacuare
- Transmitere
- Ambreiaj
- Transmisia manuala
- Axa fata
- Puntea spate
- Şasiu
- Sistemul de directie
- Sistem de franare
- Caroseria
- Exterior
- Interior
- Echipament electric
- Sistem de incalzire
- Echipamente și dispozitive
- Circuite electrice
- Informații generale
- Specificații
- Operare și întreținere
- Motor cu 4 cilindri
- Reparatie motor
- Sistem de racire si lubrifiere
- Sistem de alimentare
- Sistem de aprindere
- Motor cu 6 cilindri
- Reparatie motor
- Sistem de racire si lubrifiere
- Sistem de alimentare
- Sistem de injecție de combustibil
- Sistem de aprindere
- Transmitere
- Ambreiaj
- Cutie manuală cu 4 trepte
- Cutie manuala cu 5 trepte
- Cutie automata
- Cardan și puntea spate
- Şasiu
- Sistemul de directie
- Suspensie fata
- Suspensie spate
- Sistem de franare
- Echipament electric
- Echipamente și dispozitive
- Circuite electrice